Élaborez un plan d’action de la VSM à la VSD en pratique
Maintenant que vous avez réalisé la cartographie VSM de l'état actuel et que vous avez découvert les questions qui permettent d'analyser notre cartographie, je vous propose de réaliser la cartographie de l'état souhaité, que l'on nomme également VSD : Value StreamDesign.
Les chantiers
Repérez les chantiers à mener
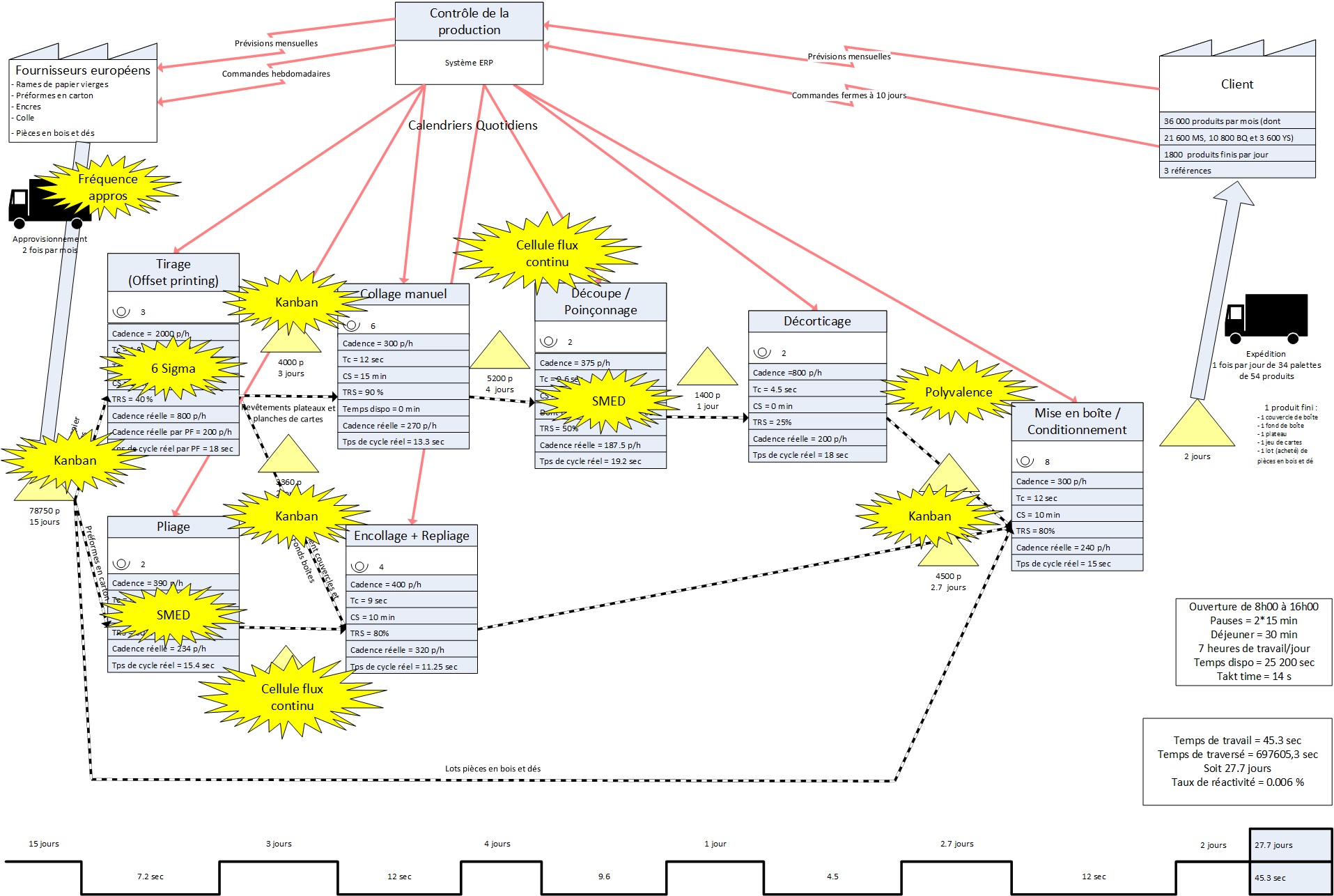
Pour ce faire, comme précisé dans le chapitre précédent, nous allons faire apparaître sur la cartographie l'ensemble des chantiers nécessaires pour réussir notre transformation :
Les leviers d'action
Dans notre cas, nous avons 6 types de chantiers qui ressortent.
Fréquence d'approvisionnement
Voici un projet très simple sur le papier. Pour diminuer nos valeurs en stocks de matières premières, il faut demander aux fournisseurs de livrer plus régulièrement. Dans notre cas, nous allons passer d'une fréquence de 2 fois par mois à 2 fois par semaine. Oui, mais vous allez alors entrer dans une phase de négociation pas toujours évidente. Il faut que ce soit un contrat gagnant-gagnant. Dans notre cas, le fournisseur est en capacité de le faire, mais en contre-partie, nous nous engageons à lui fournir un prévisionnel mensuel plus fiable que par le passé, afin de lui permettre d'anticiper nos besoins fermes.
Mise en flux (flux continus)
Ce type de transformation passe en général par un chantier Kaizen, où l'on fera appel aux opérateurs des postes concernés, aux méthodes, à la qualité et à la logistique éventuellement, sans oublier la maintenance. L'idée est d'utiliser les compétences de tous.
Supermarchés et Kanban (flux tirés)
La légende raconte que Taiichi Ohno, célèbre ingénieur de Toyota, s’était rendu aux États-Unis à la fin des années 50 pour observer la forte productivité des usines fordistes, et espérait obtenir des résultats similaires de retour au Japon.
La production industrielle de l'époque, uniquement basée sur un fonctionnement prévisionnel de la demande, ne lui convient pas. Cependant, si l’on en croit la légende, un soir, Taiichi Ohno étant victime de maux dus aux transports, s’est rendu dans une officine américaine, pour obtenir un médicament qui le soulagerait.
Il demanda d’abord une première boite de médicament, et pour s’assurer que le reste de son voyage se passera sans encombre, il prit une seconde boîte. Il vit alors la pharmacienne prendre une étiquette qui était posée entre les deux boîtes, et la poser sur le téléphone.
Curieux, il lui demanda ce que c’était. Elle expliqua que c’était tout simplement pour lui rappeler de recommander ces médicaments. Elle serait réapprovisionnée dès le lendemain avant même d’avoir une rupture.
SMED
La méthode SMED (Single Minute Exchange of Die : changement d'outil en moins de 10 min) est une méthode qui vise à diminuer les temps de changement de série.
Il faut bien se rendre compte que pendant tout le temps où l'on change l'outillage, on ne produit pas ! C'est donc une perte de capacité. Pour illustrer cela, on fait souvent le parallèle avec la formule 1. Les arrêts aux stands arrêtent la voiture pendant un certain temps. Aujourd'hui, les outillages sont adaptés, les ressources sont dédiées, formées et nombreuses. Bref, l'arrêt a été préparé.
D'ailleurs, dans certaines entreprises, les temps de changement de série s'appellent "Pit Stop".
Si cela vous intéresse, vous trouverez dans cet article des détails sur la méthodologie SMED.
Comme vu précédemment, diminuer les temps de changement de série va nous permettre de faire plus souvent des changements, par conséquent de diminuer les tailles de lots, et donc, mécaniquement, les files d’attente (donc moins de stocks).
Fréquence d'approvisionnements, flux continus, flux tirés et SMED sont des outils du Juste à Temps (JAT), ou Just-In-Time (JIT) en anglais.
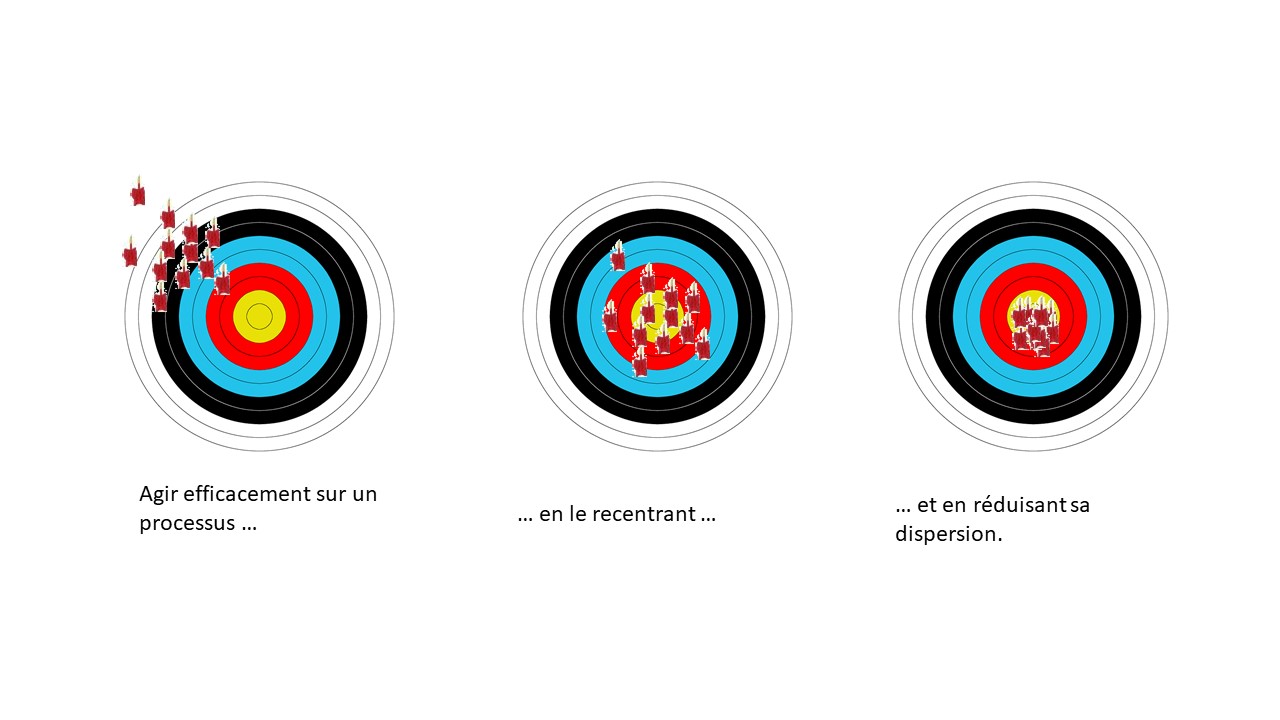
6 Sigma
Dans l'atelier Tirage, nous rencontrons beaucoup de problèmes qualité, ce qui explique un TRS très faible. C'est une situation chronique avec laquelle les opérateurs ont, pour le moment, appris à vivre. Mais la VSM a montré que ce souci de capacité avait des impacts néfastes sur la chaîne de valeur (stocks élevés, rebuts qui ont un coût élevé, manque de réactivité, etc.)
En tant que responsable Amélioration continue, vous pouvez alors proposer de lancer un projet 6 Sigma. C'est une démarche qui vise à diminuer et maîtriser la variabilité de ces processus. Elle consiste à rendre le processus davantage capable à répondre aux exigences client, notamment les attentes Qualité.
Ainsi, grâce à une méthode robuste et à des outils statistiques puissants (notamment les outils de maîtrise statistique des procédés), elle va nous permettre de nous rapprocher des critères d'exigences qualité du client.
Polyvalence
La dernière action que nous mettons en place est d'affecter un des opérateurs du décorticage à la mise en boîte, pour augmenter la cadence sur cette ligne. Il sera donc formé, mais on peut imaginer qu'il garde une certaine expertise au décorticage, pour gagner en souplesse en cas de besoin.
Il existe bien sûr un tas d'autres leviers d'action, comme par exemple :
la TPM, Total Productive Maintenance, démarche qui consiste à améliorer les rendements des outils de production. Cela passe notamment par l'implication des opérateurs pour maintenir eux-mêmes leur outil de travail, en réalisant une maintenance de premier niveau. Elle consiste également à mettre en place de la maintenance systématique et préventive ;
le "management par la contrainte", aussi appelé théorie des contraintes, est une méthode de gestion des flux par la contrainte, le goulot d'étranglement (poste dont la capacité de traitement est inférieur à la demande du marché) . Le but de cette méthode est de faire passer un flux tendu maximum à travers toute la chaîne, sans créer de stocks supplémentaires ;
Étude de poste ; analyse ergonomique et réaménagement des postes par la méthode 5S (que l'on verra dans la dernière partie de ce cours).
Value Stream Design
La première chose qui saute aux yeux lorsque l'on compare la VSM et la VSD, c'est cette sensation de légèreté. En effet, la plupart du temps, on a réussi à simplifier la cartographie (des process regroupés, moins de stocks, moins de flux d'information, etc.) :
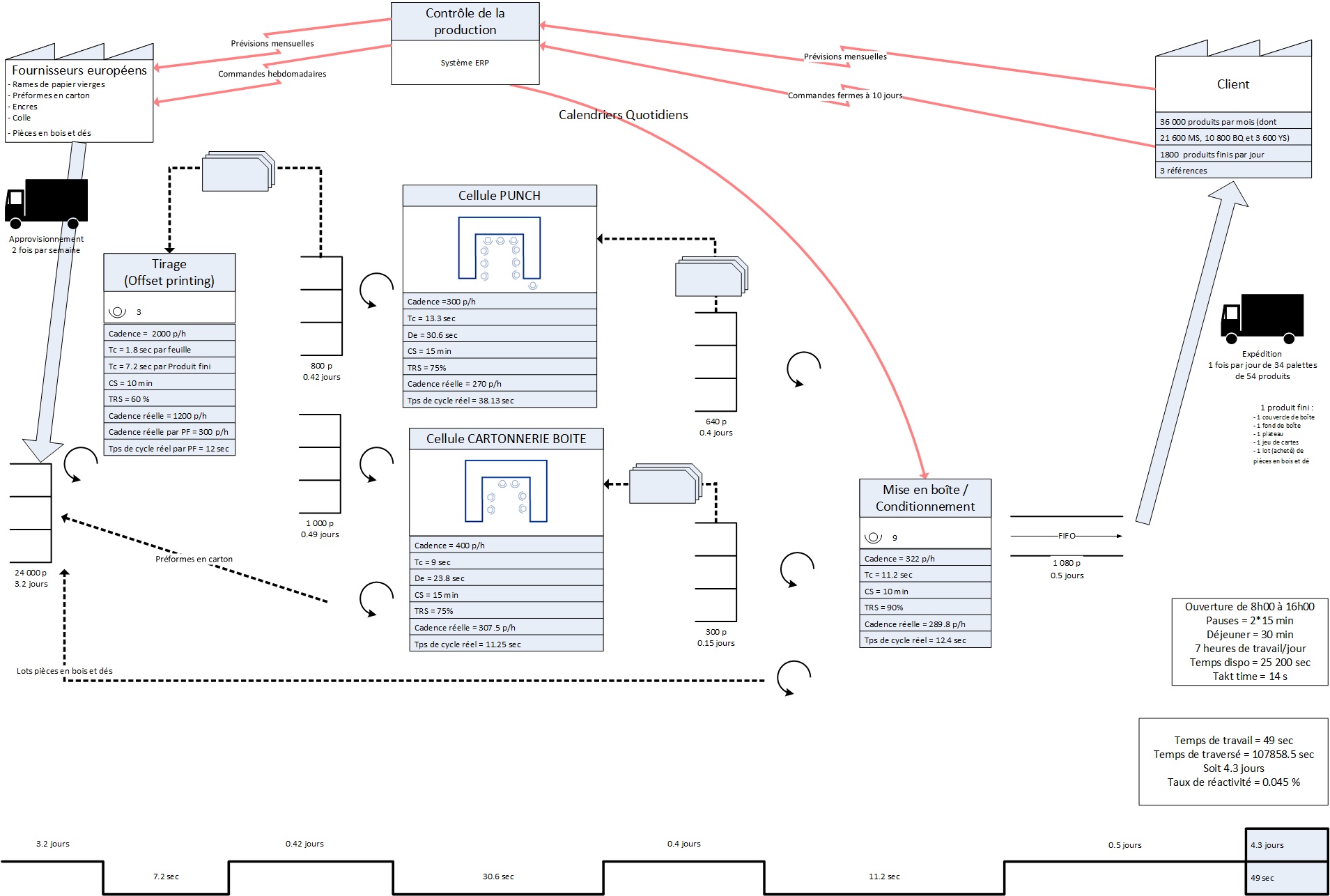
Ensuite, il est intéressant de jeter un œil à nos indicateurs. Ainsi, le temps de traversé est passé de 27,7 jours à 4,3 jours ! :magicien:
Ce qui donne un taux de réactivité qui peut sembler encore faible (0,045 %), mais qui est 7,5 fois meilleur qu'auparavant ! :soleil:
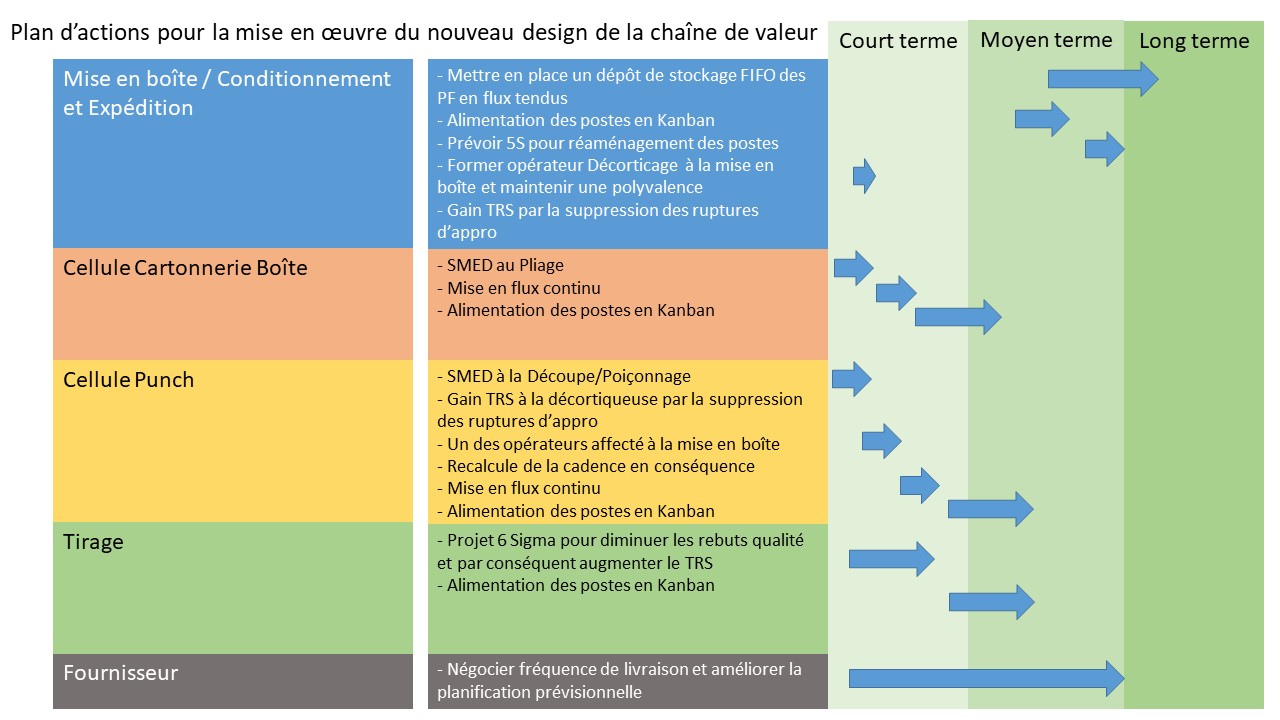
Plan d'action
Grâce à votre analyse et à la VSD, vous êtes en mesure d'établir votre roadmap (feuille de route) pour les années à venir.
La démarche VSM est donc un outil incontournable pour un responsable Amélioration continue. La maîtrise de cet outil vous donne toutes les cartes pour initier une véritable transformation.
C'est la fin de cette partie ; dans le quiz, vous aurez à réaliser en amont une cartographie simple, puis à répondre à des questions autour de cette cartographie.
Dans la troisième partie, nous passerons à un autre type de transformation : la transformation numérique. Elle touche tous les secteurs d'activité, et l'industrie n'y échappe pas.
Venez découvrir l'industrie du futur !
