Dessinez votre première usine à optimiser grâce à la VSM
Le moment est venu de construire ensemble votre première VSM ! Vous êtes prêt ? C'est parti !
Découvrez le flux de production à analyser
Figurez-vous que notre restaurateur japonais voit les choses en grand. :soleil: Il a démarré une nouvelle activité : la fabrication de jeux de société ! Et pas n'importe lesquels, ceux qui parlent de sushis et autres makis bien sûr :
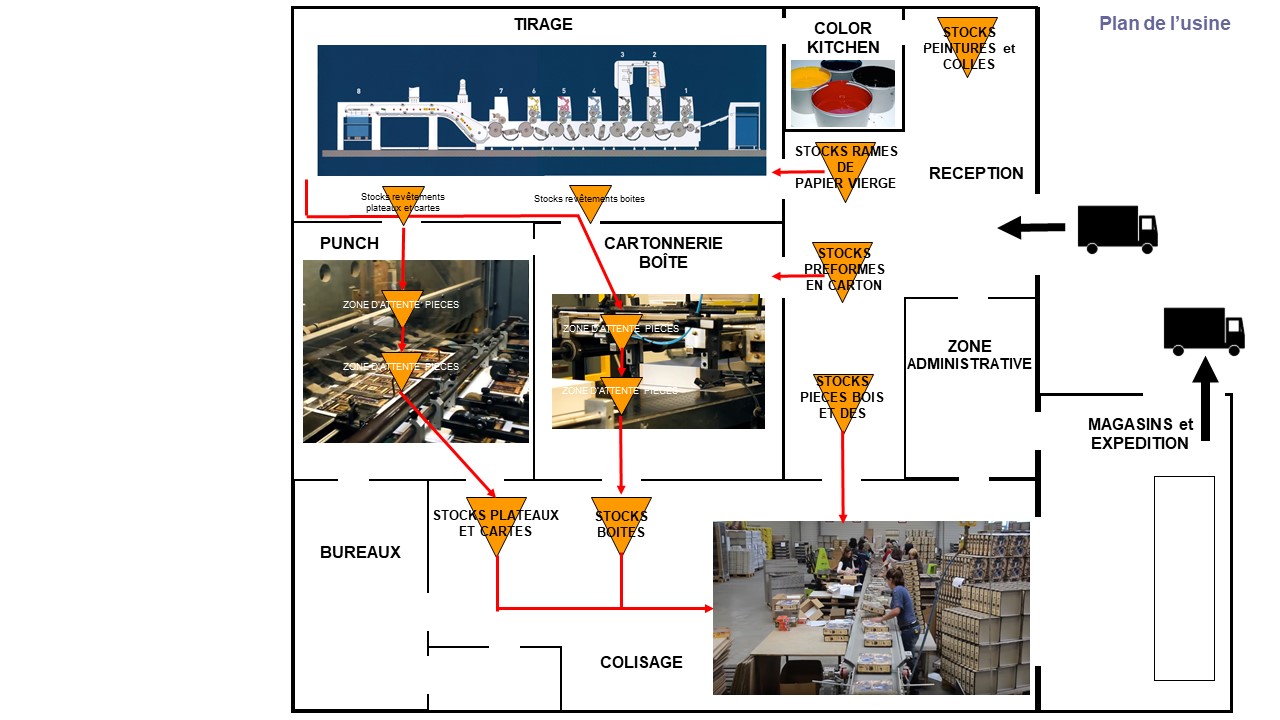
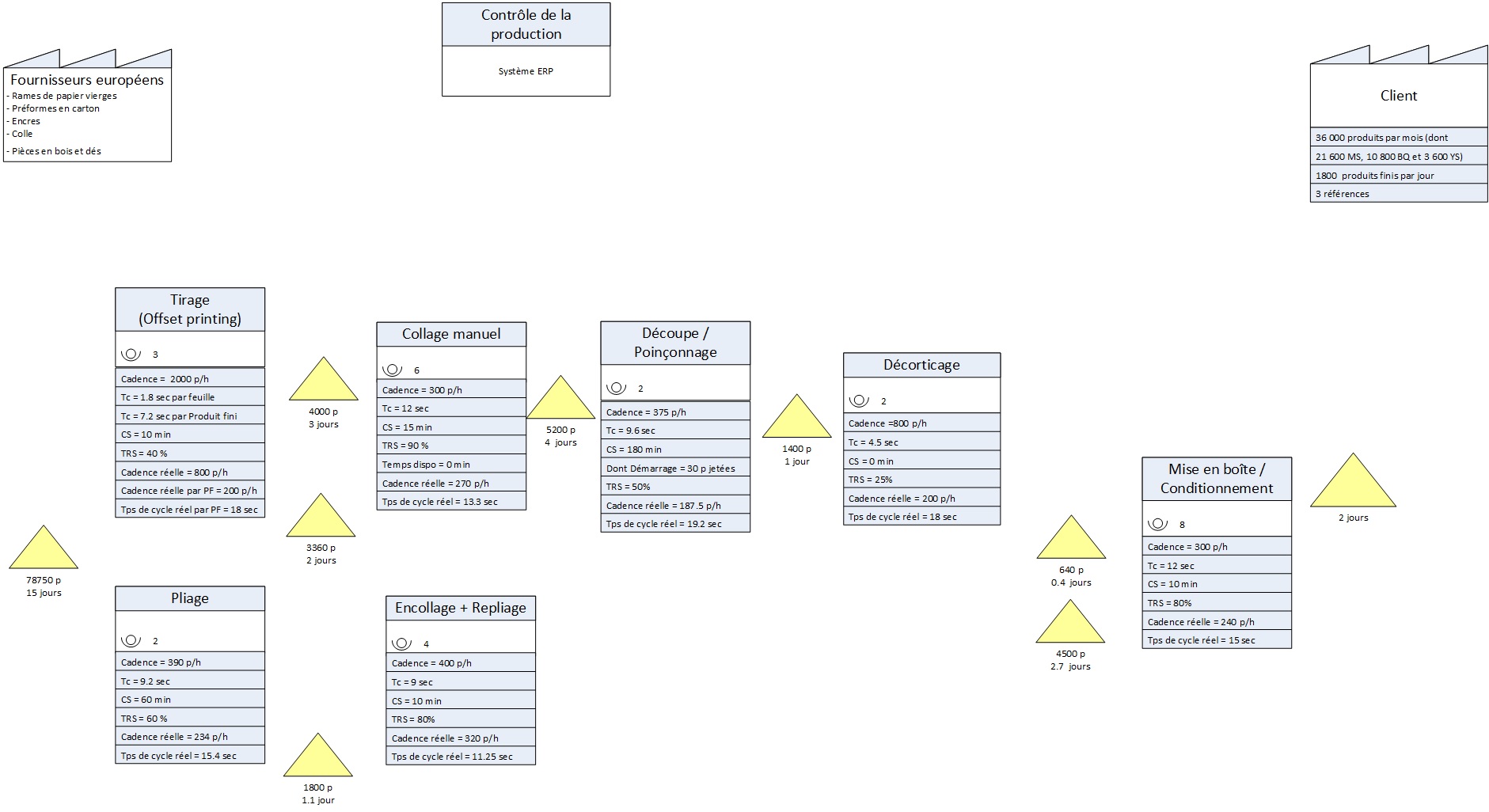
Voici l'implantation de l'usine McQui Game, sur laquelle nous avons fait apparaître les flux matières :
Voici la composition du produit fini, ce que l'on nomme la nomenclature. C'est comme la liste des ingrédients pour réaliser une recette :

Dans notre entreprise, nous fabriquons donc le plateau de jeu, la boîte (couvercle et fond), ainsi que le jeu de cartes. En revanche, toutes les pièces en bois, ainsi que les dés ou autres jetons, sont achetés à un fournisseur et livrés en un lot complet pour chaque produit fini.
Pour comprendre le processus de fabrication, je vous invite à regarder cette vidéo, qui illustre un processus similaire :
Pour résumer le fonctionnement de l'entreprise que nous souhaitons analyser, voici les étapes pour fabriquer une boîte de jeu :
tout d'abord, la matière première est réceptionnée : rames de papier vierge, préformes en carton, encres, colles, ainsi que des lots de pièces en bois et dés ;
vient l'étape de tirage, qui va permettre d'imprimer les visuels pour les revêtements des boîtes, ainsi que pour les plateaux de jeu et les cartes ;
ici, le flux se sépare en deux :
un premier qui conduit à la fabrication des boîtes de jeu, avec une première étape de pliage des préformes, puis le collage et repliage des revêtements sur ces préformes ;
le deuxième flux, davantage manuel, permet de réaliser les plateaux et les cartes, avec un collage des revêtements sur une deuxième surface pour solidifier l'ensemble et avoir un recto-verso. On va ensuite "puncher", c'est-à-dire perforer les planches pour donner la forme des plateaux de jeu ou des cartes. Restera alors une étape de décorticage pour séparer les "pièces" des chutes.
la dernière étape est la mise en boîte et le conditionnement. Ici, plusieurs opérateurs vont réunir tous les éléments (couvercle, fond, plateau, cartes, pièces en bois et dés) pour constituer la boîte de jeu. Les boîtes terminées seront conditionnées dans un grand carton sur une palette, avant d'être expédiées par camion.
Rendez-vous sur le gemba et complétez par des datas
La première chose à faire consiste à choisir la famille de produit sur laquelle nous souhaitons faire l'étude. Dans notre cas, nous fabriquons en effet 3 références différentes, mais comme elles suivent toutes le même processus avec les mêmes durées, on peut considérer qu'il s'agit de la même famille.
Ce n'est pas toujours le cas. Il faut alors créer une matrice produit/process pour regrouper des produits par famille. Une famille de produit est un regroupement de produits dont le processus de fabrication et les équipements utilisés sont similaires. Cette matrice va nous permettre de regarder pour chacun des produits, par quel procédé il passe.
Ensuite, il faudra se rendre sur le terrain et interroger les différents systèmes d'informations pour examiner :
le besoin client ;
les modes de transport ;
les niveaux de stocks ;
les étapes de production ;
le fonctionnement des expéditions ;
les systèmes d'approvisionnements.
Voici la méthode à suivre :
Pour obtenir une information précise et à jour, on effectuera, à pied sur le terrain, le parcours des matières et de l’information que l'on souhaite cartographier.
Dans un premier temps, on parcourt rapidement, pas à pas, la chaîne de valeur dans sa globalité, de façon à bien saisir le sens de l’écoulement et la suite des processus. Dans un second temps, on revient au point de départ afin de rassembler les informations relatives à chaque processus.
On commence toujours l’analyse en partant des besoins du client, et on remonte le processus jusqu’à la réception des matières. Démarrez donc par l'expédition. Ainsi vous recenserez d’abord les processus les plus intimement liés au client.
On ne se fie qu’au temps que l’on a mesuré soi-même. Complétez néanmoins avec les données issues d'enregistrements automatiques (taux de qualité, temps de changement de fabrication, etc.)
La cartographie sera toujours tracée à la main avec un crayon papier. Le croquis sera ensuite remis au propre. Résister à la tentation d’utiliser l’ordinateur pour l’élaboration de la cartographie actuelle : tracer les schémas sur place, sans délai, afin de refléter au mieux la chaîne de valeur observée sur le terrain. Le but d'une VSM n’est pas la carte elle-même, mais la compréhension des flux d'informations et de matières.
Pour votre première VSM, je vous ai facilité le travail, puisque toutes les informations nécessaires se trouvent dans ce document. ^^
Cartographiez tous les flux de l'entreprise pour les reconfigurer et les rendre flexibles et agiles via la VSM
Allons-y ! Je vous invite à vous munir d'une feuille, d'un crayon et d'une gomme et à réaliser pas à pas votre première VSM.
Du client au fournisseur
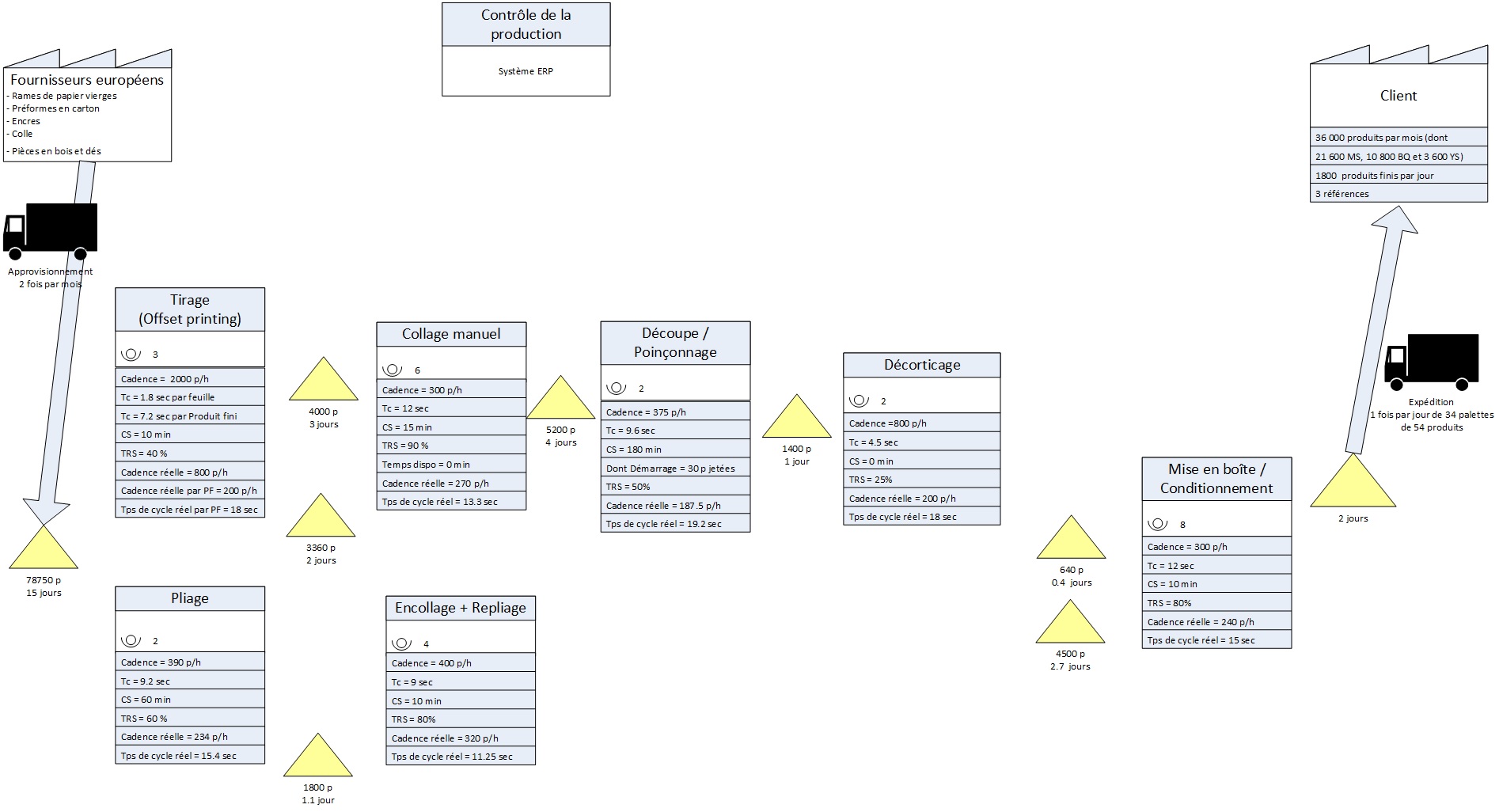
Commencez par représenter les icônes client, fournisseur et logistique. En précisant, sur la carte de données, les exigences client. Calculez les exigences quotidiennes de production, ainsi que le conditionnement :
quantité de produits par mois, par jour et par référence ;
nombre de contenants par jour ;
etc.

Process de fabrication :
ajoutez les cases processus avec leur cases de données, de gauche à droite. Dans notre cas, nous avons un flux qui se sépare en deux puis se rejoint. Il vous faudra donc faire apparaître une partie de ces étapes en parallèle ;
précisez le nombre d'opérateurs ;
renseignez ensuite les cases de données, avec au minimum les informations suivantes :
cadence. C'est en quelque sorte la vitesse de fabrication (exprimée ici en pièces par heure) ;
temps de cycle (Tc). Temps nécessaire pour faire une opération sur un process. Aussi, le temps nécessaire à un opérateur pour faire toutes ses tâches avant de les recommencer (exprimé ici en secondes) ;
temps de changement de série (CS). C'est le temps entre le changement de l'outillage pour passer d'une référence A à la fabrication d'une référence B. Pendant ce changement, on ne fabrique pas. On cherche donc à ce que ce temps soit le plus court possible. C'est donc le temps entre la dernière pièce bonne d'une fabrication A jusqu'à la première pièce bonne et à la bonne cadence de la fabrication B (exprimé ici en minutes) ;
taux de rendement synthétique. Derrière ce nom compliqué, se cache un indicateur de rendement. En fait, on regarde sur un temps donné le nombre de pièces bonnes que l'on a fabriquées, par rapport au nombre de pièces total que l'on aurait pu théoriquement réaliser (c'est donc un pourcentage).
il est intéressant d'apporter également les précisions suivantes :
temps de travail disponible : pour savoir de combien de temps nous disposons pour réaliser entre autres les changements de série (pour gagner en flexibilité, on va chercher certes à réduire les temps de série, mais pour en faire plus régulièrement) ;
quantité par contenant ;
nombre de références ;
taille de lot : production et transfert par lot vers les opérations suivantes, ce qui est à l'origine des files d 'attentes et de l'allongement du délai de production. En effet, si l'on a réduit les temps de changement, on pourra donc en faire davantage et donc réduire les tailles de lot. Là où auparavant vous faisiez une campagne de 10 000 pièces sans faire de changement, demain vous ferez peut-être un changement toutes les 1 000 pièces. On sera donc capable de livrer plusieurs sortes de références plus rapidement ;
temps d'ouverture du poste. On peut le préciser par poste lorsqu'il est différent. Vous pourriez avoir un poste qui fabrique en 3*8 (3 équipes : matin, après-midi et nuit), alors que les autres fonctionnent en 2*8 (2 équipes : matin et après-midi). Dans notre cas, toute l'entreprise travaille en une seule journée.
Plus vous récolterez de données ici, plus vous gagnerez du temps lors de l'analyse. Voici le résultat :
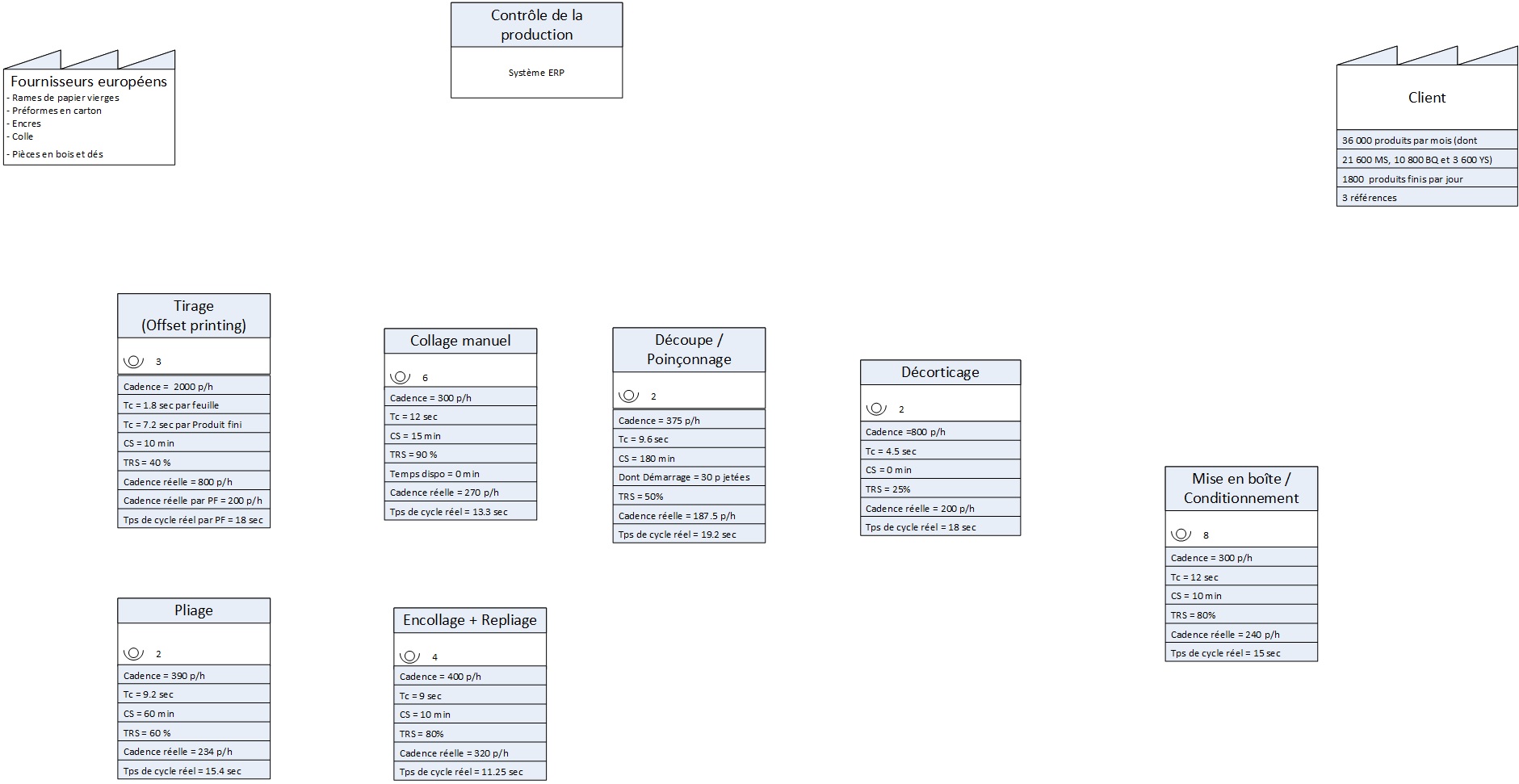
Pour ma part, j'aime également faire apparaître la cadence réelle et donc le temps de cycle moyen réel. En effet, le goulot d'étranglement n'est pas toujours celui que l'on pense.
Ici, par exemple, on pourrait se dire qu'entre le collage manuel et la découpe/poinçonnage, c'est la découpe/poinçonnage qui est la plus rapide (375 p/h par rapport à 300 p/h). Or, elle a un rendement (TRS) de seulement 50 %, là où le collage est à 90 %.
Si l'on regarde alors les cadences réelles, cela donne :
collage manuel : 270 p/h ;
découpe/poinçonnage : 187,5 p/h.
Ainsi, entre les deux, le poste dans la réalité qui traite le moins de pièces sur un même temps donné, c'est la découpe/poinçonnage.
Stocks
Ajoutez, sur votre cartographie, les points de stockage, ainsi que les quantités et les durées de stockage.
On souhaite en effet connaître le temps que chaque produit va passer dans chacun des stocks, afin de montrer la réactivité de l'entreprise. Rappelez-vous avec les makis. Certains restaient "coincés" dans le flux. On perd du temps, on peut perdre les produits (obsolescence du produit) et aussi on perd beaucoup d'argent. Car les stocks immobilisés, c'est de l'argent qui dort.
Alors, je m'explique sur cette notion parce que, selon la littérature, le calcul diffère. Il peut s'agir :
de calculer le délai en fonction du takt time ;
ou tout simplement, quantité en stock x cadence du poste juste en aval du stock ;
pour ma part, je préfère la formule suivante : quantité en stock x cadence du poste suivant le plus long.
Peu importe la formule que vous utiliserez à l'avenir, puisque l'on souhaite avoir un ordre d'idée ; l'important étant d'utiliser en revanche la même pour chacun de vos stocks.
Pour ma part, voici pourquoi je choisis de faire le calcul ainsi.
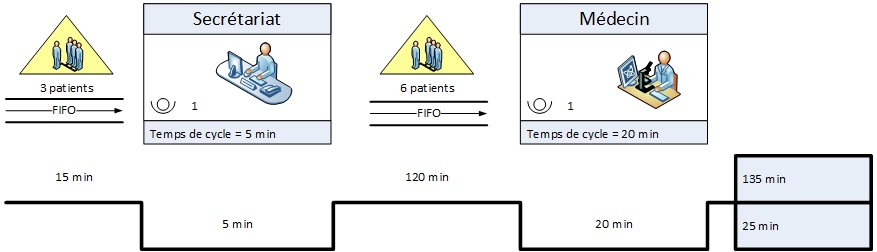
Imaginez que vous deviez voir votre médecin. Avant d'entrer dans la salle d'attente, vous devez passer au secrétariat. En règle générale, le temps de remplir la paperasse, vous y passerez 5 min. Votre médecin, quant à lui, voit chacun de ces patients 20 min. Vous pourriez donc espérer être sorti au bout de 25 min. Oui, sauf qu'il y a des stocks ! Pardon, des attentes. Regardez plutôt au format VSM ce que cela donne :
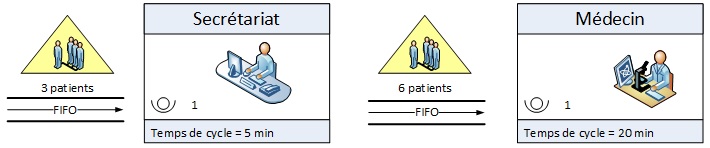
À votre avis, combien de temps allez-vous rester sur place ? (Le nombre de patients indiqués tient uniquement compte de ceux qui étaient déjà là quand vous êtes arrivé.)
Essayez de faire le calcul avant de lire plus bas.
Assez rapidement, on serait tenté de répondre que l'on va rester sur place 2h40.
En effet, on pense que l'on va attendre au secrétariat les 5 min*3 personnes qui nous précèdent, puis nos 5 min à nous de paperasse. Ensuite, nous allons attendre dans la salle d'attente 20 min*6 patients puis nos 20 min de consultation à nous. Ce qui donnerait = (5*3)+5+(6*20)+20 = 160 min, soit 2 h 40.
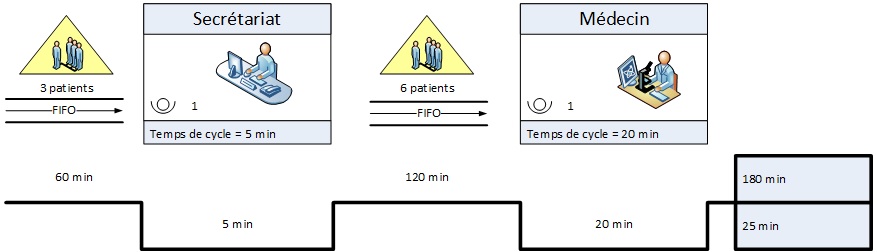
Oui, mais attention, il ne faut pas oublier, que les 3 patients qui sont devant vous au secrétariat, vont eux aussi entrer dans la salle d'attente et eux aussi verront le médecin chacun 20 min.
C'est pourquoi j'utilise la formule suivante pour calculer les délais de chaque stock : quantité en stock x cadence du poste suivant le plus long. Les 3 patients du secrétariat vont rester 3*20 min (et finalement le temps d'attente au secrétariat est transparent). Ce qui donne alors :
Je ferme l’aparté, et voici ce que cela donne dans notre processus industriel :
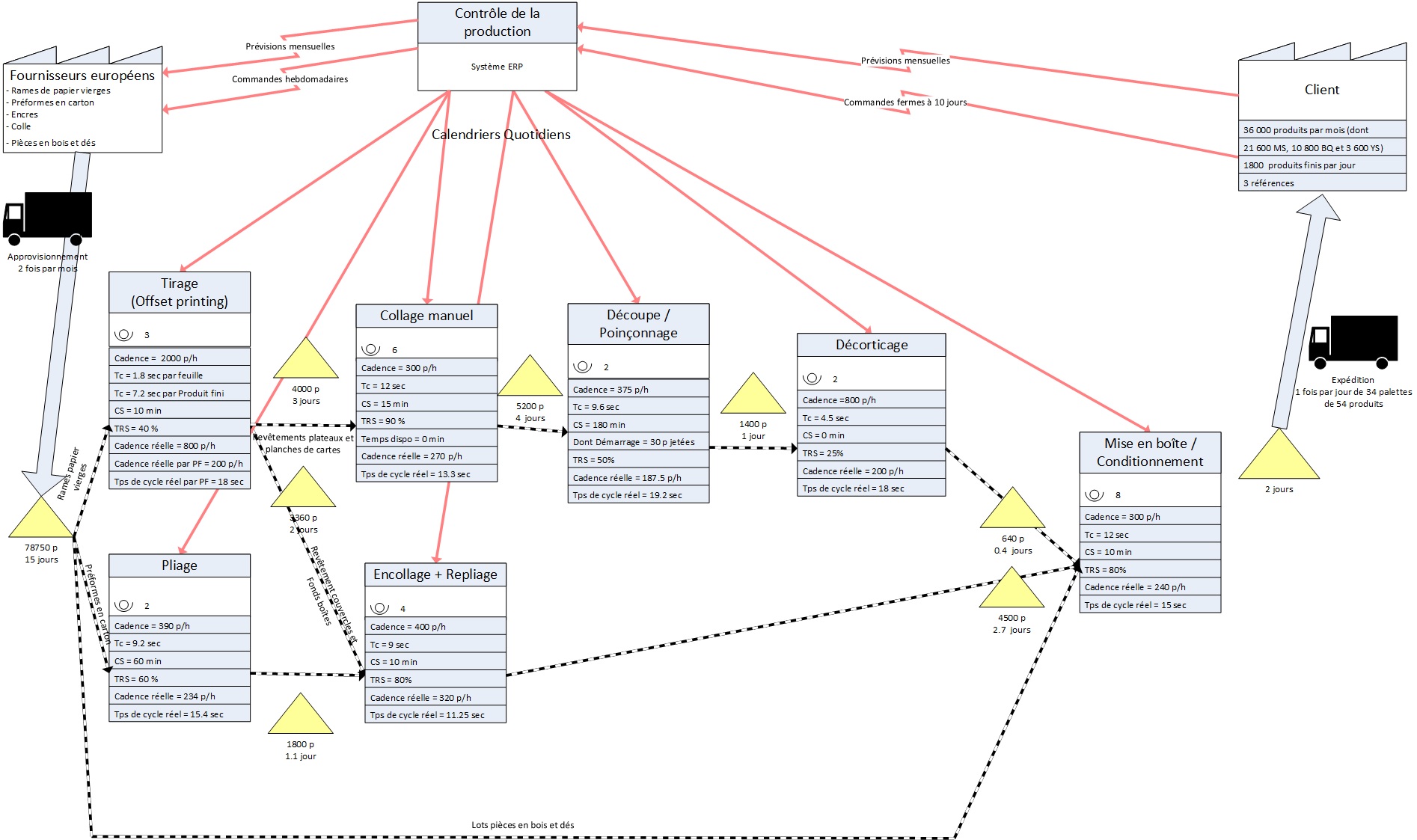
Approvisionnements et expéditions :
dessinez l’icône du camion d’expédition avec la fréquence de livraison ;
dessinez l’icône du camion de livraison fournisseur (approvisionnement) avec la fréquence de livraison.
Flux d'informations :
ajoutez les flux d’informations entre le client et la logistique, ainsi qu’entre la logistique et le fournisseur ;
distinguez les commandes fermes des prévisions de commandes, et précisez la fréquence ;
ajoutez les flux d'informations qui pilotent chaque étape du processus.
Les indicateurs de l'outil VSM :
précisez les horaires de travail ;
dessinez le graphe temps/valeur :
faites apparaître en créneaux inférieurs les temps de cycles (temps de valeur ajoutée) ;
faites apparaître en créneaux supérieurs les temps d'écoulement en stocks (temps de non-valeur ajoutée) ;
calculez le temps total de valeur ajoutée et le temps total de non-valeur ajoutée.
calculez le taux de réactivité = (temps de valeur ajoutée/temps de traversée)*100, avec temps de traversé = Temps de valeur ajoutée + Temps de non-valeur ajoutée.
calculez le takt time (= Temps d'ouverture par jour/Consommation moyenne journalière).
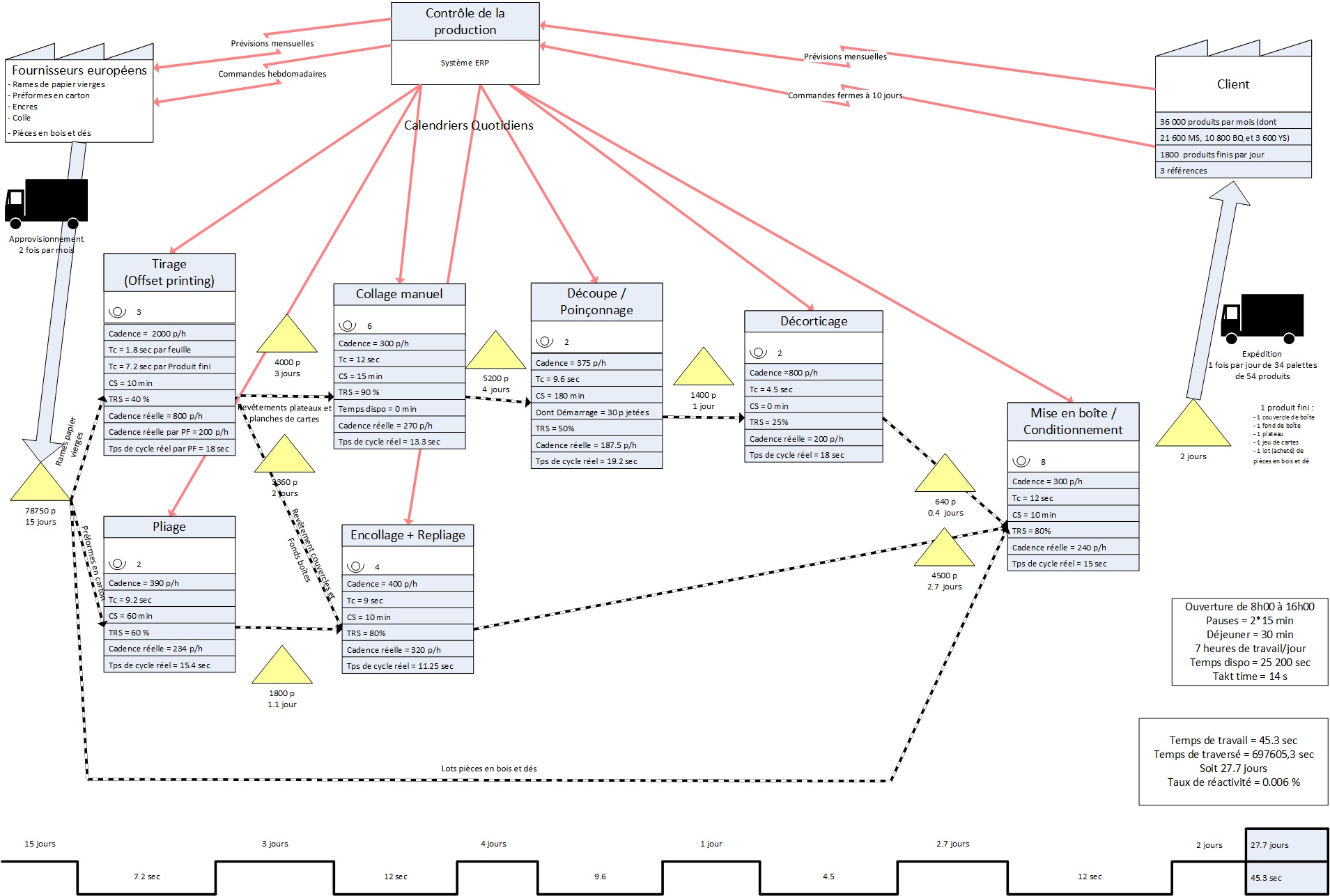
Concernant le graphe temps, nous sommes dans un cas de figure où nous avons deux flux en parallèle. Or, nous ne calculons qu'une seule ligne de temps. On prendra alors tout simplement le flux le plus long en référence. Ici, c'est le flux supérieur : la fabrication des plateaux et cartes.
Un grand bravo, vous venez de terminer votre première VSM ! :D Avec un peu d'entraînement, vous verrez que l'exercice est plutôt simple. La principale difficulté est de récupérer les données. Et pour ça, pas de secret, il faut aller sur le terrain.
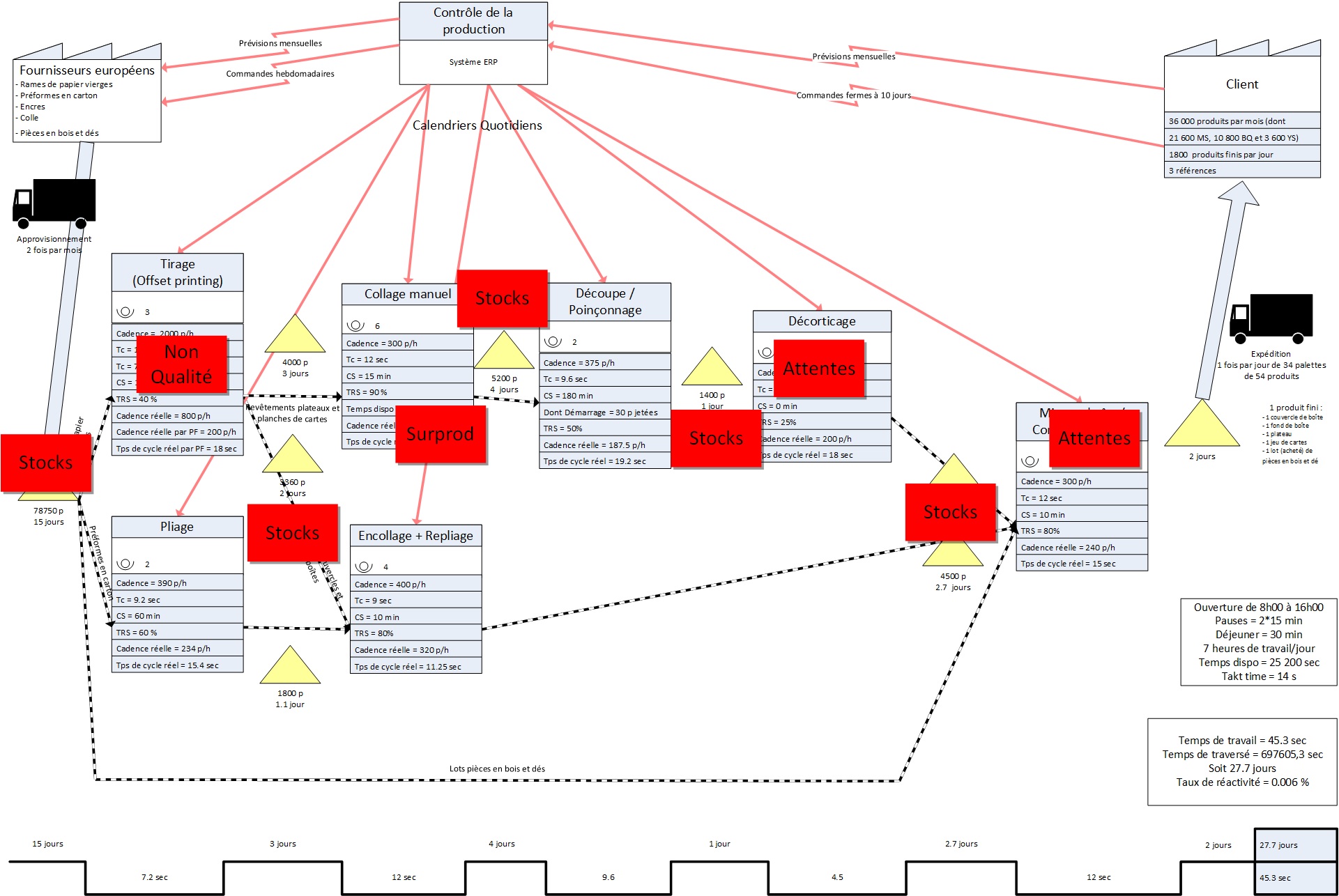
Premiers constats
Maintenant que votre cartographie de l'état actuel est terminée, il y a certainement quelques éléments qui vous sautent aux yeux (avant même l'analyse).
Par exemple, ici, le taux de réactivité n'est que de 0,006 % ! :waw:
C'est assez fou quand on y pense. Notre produit ne nous demande que 45,3 secondes de travail pour le concevoir. Et pourtant, entre le moment où l'on réceptionne la matière pour un jeu de société et le moment où l'on expédiera ce même jeu, il se sera passé 27,7 jours ! :'(
Dans les autres constats que vous pouvez faire facilement, il y a les mudas (gaspillages). On voit bien qu'il y a des stocks, un peu partout dans l'usine : certains process ont des problèmes qualité, il y a des ruptures d'approvisionnement donc des temps d'attentes, etc.
Vous pouvez déjà vous poser la question des types de mudas que l'on voit sur cette cartographie :
Pour les curieux, je vous invite à regarder ce reportage qui apporte un témoignage de l'utilisation de l'outil VSM. Et pour les encore plus curieux, voici une vidéo (en anglais) qui détaille encore plus la fabrication de jeux de société.
Rendez-vous vite au prochain chapitre, pour apprendre à analyser cette cartographie et découvrir les leviers d'optimisation !
