Améliorez au cas par cas
Découvrez le processus de fabrication et ses équipements
Commençons par le pilier n° 1 : “Éliminer les 6 causes de pertes” !
Que l’on soit jeune ingénieur débutant ou ingénieur aguerri, nous devons maîtriser notre territoire. Maîtriser son territoire, c’est connaître son process de fabrication, ses machines et leurs caractéristiques opérationnelles :
Est-ce une machine goulet ? une machine neuve ? une machine de mauvaise fiabilité ? Son TRS est-il faible ?
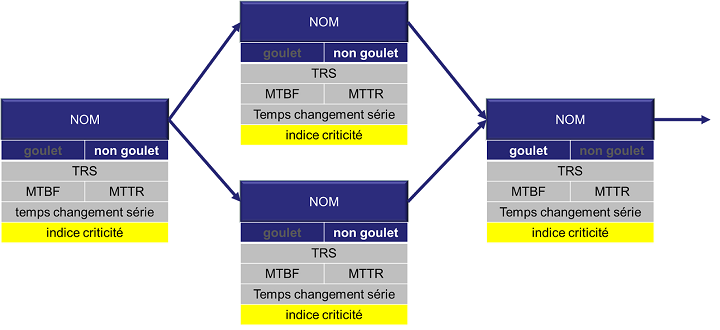
Il faut donc réaliser une cartographie du parc machines ! Cette cartographie des machines doit présenter leur indice de criticité et leurs indicateurs de performance. Nous reviendrons sur ces paramètres dans la suite du cours. Pour le moment, je vous conseille de tracer un organigramme de tous vos process. Vous le compléterez avec les indicateurs au fur et à mesure de l’avancement de vos démarches de progrès. Pensez dès maintenant à implémenter un organigramme interactif sur ordinateur, capable de vous donner toutes vos informations de maintenance en temps réel :
Votre process sous les yeux, il est temps de mobiliser votre équipe pour chasser les pertes.
En Amélioration continue, vous retrouvez cette même idée de cartographie avec la VSM (pour Value Stream Mapping). Rendez-vous sur le cours de Cédric Facon pour en découvrir davantage.
Créez votre groupe de travail pour chasser les pertes
Mobiliser une équipe, c’est responsabiliser, donner des objectifs et un délai pour chaque groupe de travail. Formez des groupes composés de :
2 à 3 techniciens ;
un pilote de ligne de production ;
éventuellement l’intervention ponctuelle du constructeur de la ligne ou des agents du bureau des méthodes.
Choisissez un animateur chargé de :
préparer tous les documents nécessaires aux échanges : indicateurs, documents constructeur, données de GMAO… ;
définir le planning des réunions ;
limiter la durée à moins d’une heure par réunion ;
animer fermement tout en étant bienveillant ;
réorienter toujours vers l’objectif ;
rédiger un compte-rendu de l’avancement.
La qualité d’animation prime sur la qualité technique. Vous pouvez même choisir votre animateur à l’extérieur de la maintenance. Mais pourquoi pas vous ?
En fonction de votre effectif, formez plusieurs groupes de travail qui seront chargés d’analyser des pertes différentes. Cela va créer une émulation entre groupes de chasseurs de pertes.
Ensuite, il s’agit de suivre les chantiers d’amélioration. Vous pouvez visualiser et afficher vos plans d’action à l’aide d’un tableau de ce type :
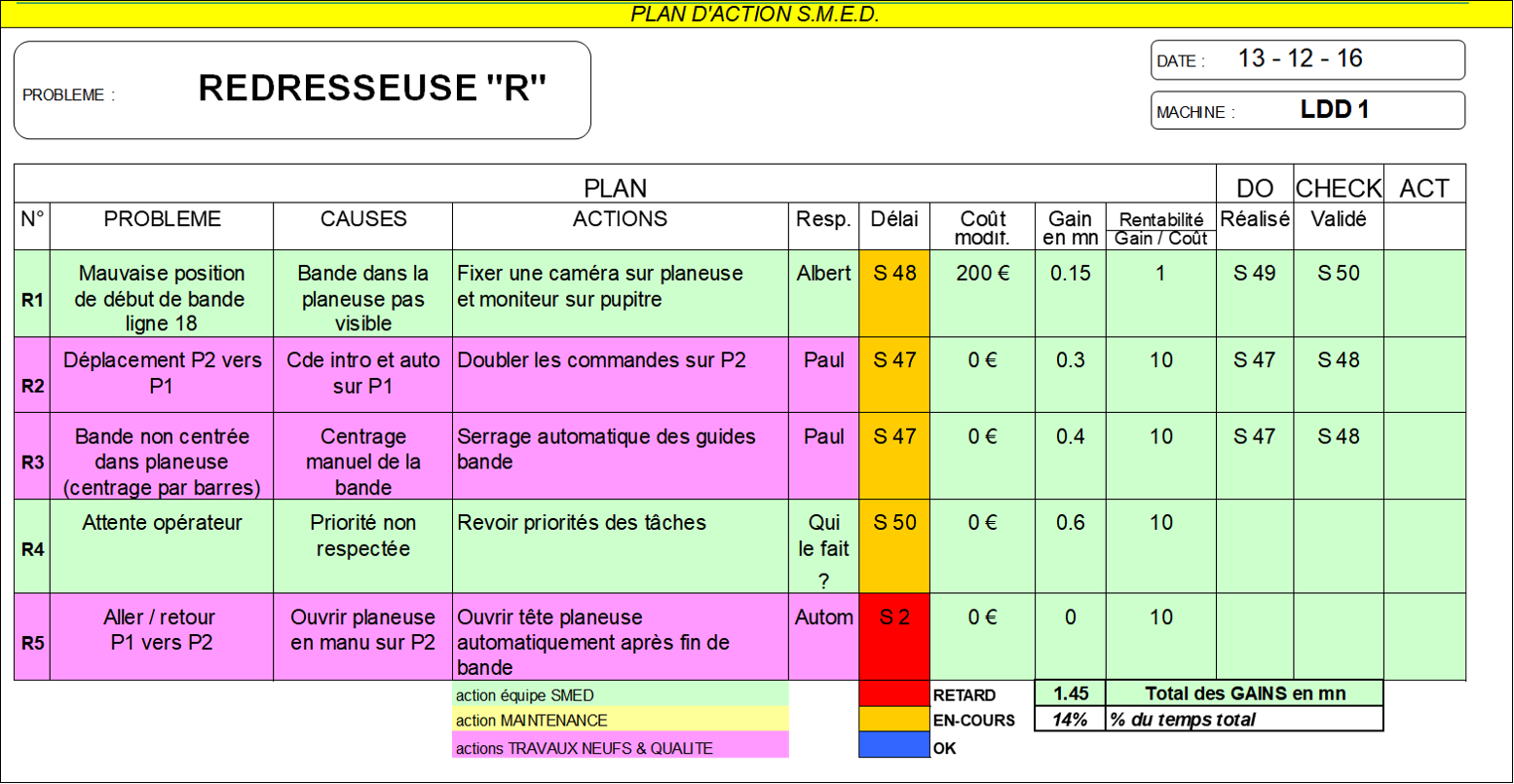
Pour toutes les actions engagées sur une machine, posez chaque problème (le symptôme), écrivez la ou les causes et proposez une action corrective. Évaluez les points de TRS ou le temps gagnés.
Analysez les TRS/TRG de vos équipements et mesurez les 6 pertes liées aux équipements
Nous avons vu dans la partie précédente que vous pouvez mesurer le TRS grâce à 3 taux : TM, taux de marche, TP, taux de performance, et TQ, taux de qualité. Le TRS s’exprime en pourcentage et reflète que les pertes prises en compte font partie des 3 catégories : maintenance, production, qualité.
Commencez par présenter toutes ces pertes à l’aide d’un diagramme de ce type, que l’on appelle un Pareto :
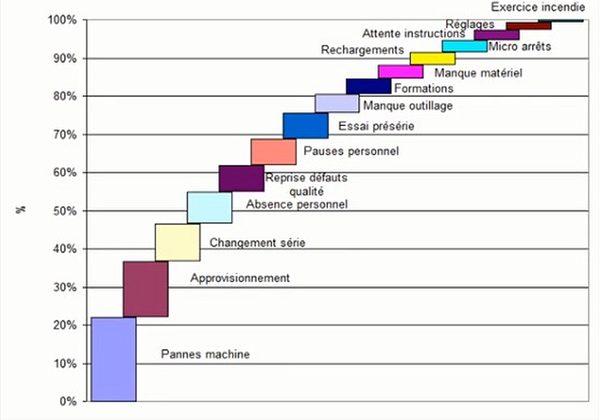
Grâce à un Pareto, les priorités sautent aux yeux ! Et vous comprenez la part de responsabilités de chaque service. Certaines pertes sont bénéfiques, comme le nettoyage-inspection des machines, mais d’autres sont néfastes. Nous avons déjà parcouru les 6 pertes principales avec l’exemple des télésièges.
Étudions certaines de leurs résolutions :
Pertes | Type | Causes & Résolution |
Panne | Arrêt involontaire | Les micro-arrêts ne sont pas pris en compte. Préventif, 5S et MN1 (vus dans la partie 1). |
Changement de fabrication | Arrêt volontaire | SMED (détaillé dans la suite du chapitre). |
Micro-arrêt | Non-performance involontaire | Des signes avant-coureurs d’anomalies ne sont pas pris en compte. Brainstorming. Examen attentif des réglages, de l’usure des surfaces de contact, des déformations, du défaut de nettoyage. Plan d’action au cas par cas et remise en état complète ou maintenance améliorative. |
Ralentissement | Non-performance volontaire | Des signes avant-coureurs d’anomalies ne sont pas pris en compte. Brainstorming. Examen attentif des réglages, de l’usure des surfaces de contact, des déformations, du défaut de nettoyage. Plan d’actions au cas par cas et remise en état complète ou maintenance améliorative. |
Non-qualité | Non-qualité involontaire | MSP (détaillé dans la suite du chapitre), autocontrôles. |
Perte au démarrage | Non-qualité volontaire | Revoir et perfectionner les réglages. Former les opérateurs. |
Nous allons étudier plus en détail deux méthodes simples à mettre en oeuvre et qui ont fait leurs preuves : le SMED et la MSP.
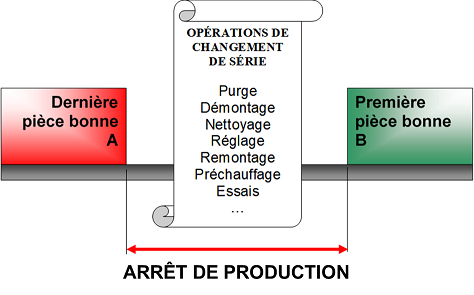
Apprenez la méthode de changement rapide de format : Le SMED
SMED est l’acronyme de “Single Exchange of Die”, en français : “Changement de version en moins de 10 minutes”.
En effet, des changements d’outils de 3 heures existent et sont enregistrés comme tels dans les plannings de production. Cela engendre des centaines d’heures de pertes de chiffre d’affaires.
Les causes de ces temps d’arrêt sont liées à des :
manques de maintenance des outils ;
manques de gestion de l’utilisation des outils ;
stockages et manutention médiocres (5S inexistant) ;
pertes de temps en allers-retours ;
manques de procédures de démontage-remontage ou manque de rigueur dans le suivi des procédures ;
manques d’automatisations.
Votre groupe de travail doit chercher à poser tous les problèmes et les résoudre selon la méthode suivante :
N° | Étapes | Quoi faire | Comment faire |
| 0 | Identifier | Lister toutes les opérations pendant l’arrêt : déplacement, dévissage... | Filmer du début des opérations jusqu’à l’obtention d’une pièce conforme sans s’arrêter. Relever le nom des opérations et leur temps au visionnage du film. |
1 | Extraire | Extraire toutes les opérations externalisables : manutention, stockage, recherches d’informations, programmation... | Réorganiser l’arrêt, le personnel, les surfaces d'accueil des outils (stocks et atelier). Ne pas investir à cette étape : c’est de l’organisation. |
2 | Convertir | Convertir les opérations en investissant des opérations externalisables : chauffage, fixation manuelle... | Préparer à l’avance les conditions de fonctionnement de l’outil. Standardiser les fonctions. À cette étape, il faut investir en fonction des minutes gagnées. |
3 | Réduire | Réduire le temps des opérations internes. | Travailler en parallèle avec 2 opérateurs, automatiser, améliorer la machine. |
Si vous souhaitez aller plus loin, vous pouvez consulter les étapes de la démarche SMED et le résultat progressif quand cette méthode est appliquée pour réduire les temps d’arrêt.
{kind=link}
{kind=link}
Cas pratique
Une société de mise en bouteilles de vin souhaite optimiser la capacité de sa ligne d’embouteillage. Le changement de format de 75 cl à 100 cl de son étiqueteuse pourrait avoir un temps réduit. Il est actuellement de ¾ d’heure. Le film du changement de format donne les temps opératoires exprimés en centièmes d’heures, cth. Ces temps sont consignés dans la colonne “Identifier” du tableau ci-dessous.
Nous allons extraire les tâches externalisables sans investissement, puis proposer des solutions pour convertir ou réduire les autres tâches. L’objectif est de 30 cth (centièmes d’heure).
La 1ère étape est de dresser l’analyse Pareto des temps prioritaires :
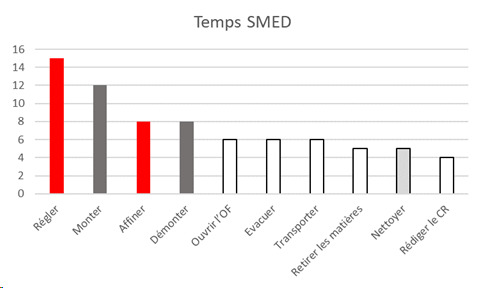
Les couleurs indiquées signifient :
en rouge, les temps externalisables prioritaires ;
en noir, les temps internes ;
en blanc, les temps faciles à externaliser par réorganisation, sans investissement.
Propositions :
1re étape, EXTRAIRE. Les opérations en blanc sont externalisables en préparant le changement de format avant l’arrêt ;
2e étape, CONVERTIR. Les opérations de réglage sont à transformer en préréglages effectués avant l’arrêt ;
3e étape, RÉDUIRE . Une fois les réglages dégrossis, une procédure de réglage final doit réduire le nombre d’essais.
IDENTIFIER |
| EXTRAIRE | CONVERTIR | RÉDUIRE |
Inventaire des tâches | cth | cth extraits | cth convertis | cth réduits |
Retirer les matières sèches de l’étiqueteuse | 5 | 5 |
|
|
Rédiger le compte-rendu de production | 4 | 4 |
|
|
Ouvrir l’ordre de fabrication | 6 | 6 |
|
|
Nettoyer la partie opérative de chaque unité | 5 |
|
|
|
Démonter les outillages à remplacer | 8 |
|
|
|
Évacuer les équipements vers leur stockage | 6 | 6 |
|
|
Transporter au poste les nouveaux outillages | 6 | 6 |
|
|
Monter ces équipements | 12 |
|
|
|
Régler ces équipements | 15 |
| 15 |
|
Faire les essais et affiner les réglages | 8 |
|
| 3 |
Total | 75 | 27 | 15 | 3 |
Reste en temps d’arrêt | 75 | 48 | 33 | 30 |
(Les temps en gras restent en interne).
Maîtrisez la qualité avec la MSP
MSP est l’abréviation de “maîtrise statistique des procédés” (en anglais, SPC pour “Statistical Process Control”).
La qualité fait partie des missions de la maintenance, comme nous l’avons vu dans la première partie.
Votre rôle au sein de la maintenance est de détecter le défaut le plus tôt possible dans la chaîne de valeurs. Pour cela, la MSP est un outil idéal pour les grandes séries comme pour les petites. En effet, cette méthode permet de connaître la capacité des machines à produire des pièces conformes au cahier des charges.
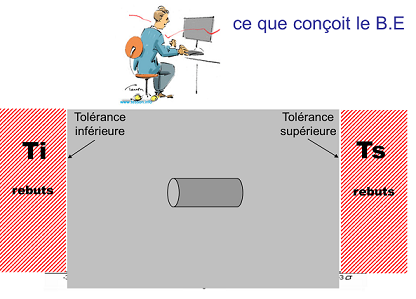
Il y a une différence entre ce que conçoit le bureau d’études et ce que la machine est capable de produire en fonction de ses réglages et de sa précision. Il est impossible pour une machine, aussi précise soit-elle, de produire des pièces présentant exactement les mêmes caractéristiques (taille, diamètre, volume rempli, poids, etc.). Par conséquent, le bureau d’études conçoit des pièces “tolérancées”. Par exemple, en exigeant un diamètre de 20 +/- 0,2 mm. Les pièces hors tolérances sont rebutées.
Oui, mais comment mesurer la proportion de pièces hors tolérances dans ma production ? Autrement dit, quel est le risque de fabriquer des rebuts : 1 %, 1 pour 10 000 ?
En calculant la capabilité des machines de production. Cette capabilité s’appuie sur des calculs statistiques, en utilisant la loi Normale, pour répondre à cette question et ainsi assurer l’entreprise d’une production acceptable par le client.
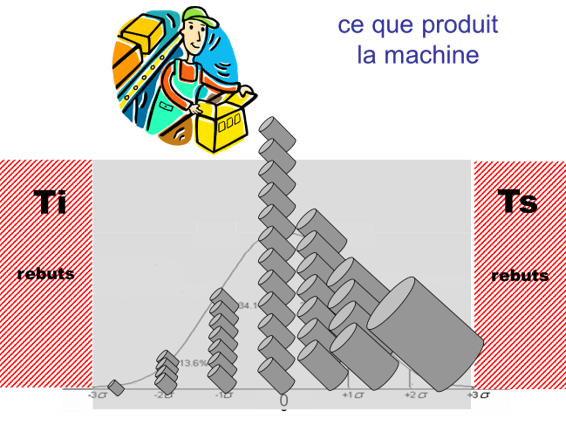
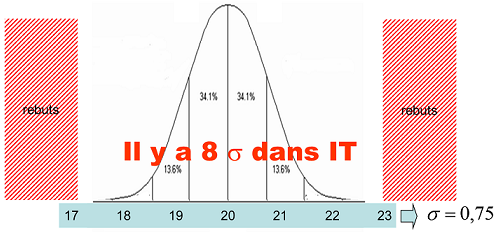
La machine produit naturellement des pièces de dimensions variables conformes aux tolérances. Mais la fréquence de production de pièces moyennes est élevée et celle des pièces petites ou grandes est très faible. La distribution de ces fréquences est schématisée ci-dessus et suit une loi Normale.
Calculez la capabilité à court terme : Cp
L’appréciation de cette capabilité est simple. Il suffit de comparer l’intervalle de tolérance exigé par le bureau d’études, avec l’étendue des relevés effectués sur les pièces fabriquées par la machine. Cette étendue dépend de l’écart type de la distribution des relevés.
Cp = IT / 6 σ , avec IT : intervalle de tolérance et σ , écart-type calculé à partir des relevés par échantillonnage.
L’écart type sert à mesurer la dispersion, ou l'étalement, d'un ensemble de valeurs autour de leur moyenne. Plus l'écart-type est faible, plus la population est homogène c’est-à-dire concentrée autour de la valeur moyenne. Plus l’écart type est élevé, plus la population est dispersée (étalée) et présente des risque de rebuts.
Dans le secteur automobile les Cp acceptées sont au minimum : Cp = 1,3. Mais le client peut exiger une Cp de 1,67.
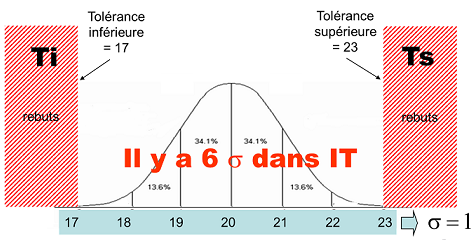
Voyons concrètement comment cela se calcule. Dans le cas ci-dessous, la cote demandée est 20+/-3. La moyenne est 20, la tolérance inférieure (Ti) est de 17 et la tolérance supérieure (TS) est de 23. L’intervalle de tolérance (IT) est donc de : IT = Ts - Ti = 23 - 17 = 6. Avec, σ = 1, la loi Normale nous indique (mathématiquement) que 99,73 % des pièces fabriqués sont comprises dans 6 σ .
Il existe un risque statistique de produire des pièces trop petites et/ou trop grandes. Ce risque est de 0,27 %. C’est inacceptable ! Une Cp de 1 est insuffisante.
Si l’intervalle de tolérance diminue, la Cp va augmenter. Ici, dans le cas d’une Cp de 1,33, le risque tombe à 63 ppm (ppm = parties par million) :
Les cartes de contrôles
Pour obtenir ces relevés statistiques, l’opérateur mesure à intervalles réguliers (une fois par heure, par exemple) la ou les caractéristiques vitales de la pièces. Les relevés sont reportés manuellement ou automatiquement sur ordinateur et permettent de :
s’assurer que la production reste dans les limites de contrôle ;
calculer l’écart type ;L
calculer la capabilité machine.
Il y a 2 cartes à pointer :
La carte des moyennes concerne la moyenne des échantillons (en général 5 pièces) relevés toutes les heures.
La carte des étendues montre la différence entre le pièce la plus forte et la plus faible de l’échantillon.
L’interprétation des courbes
Dans ce cas, la carte de contrôle a une moyenne de 70 mm, une limite de contrôle supérieure de 70,20 et inférieure de 69,80. Après 17 heures de production, on observe :
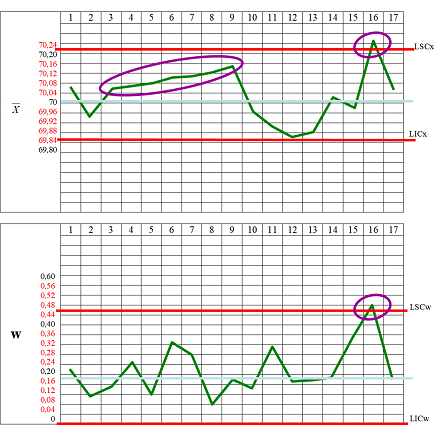
Pour la carte de contrôle des moyennes :
Il y a 7 points consécutifs supérieurs à la moyenne et en augmentation. Il s’agit d’un décalage progressif de la moyenne entre 3 h et 9 h. Puis, un point hors limite à 16 h qui nécessite un arrêt de production pour contrôler les pièces produites entre 15 h et 16 h, un réglage à la moyenne et un redémarrage.
Pour carte de contrôle des étendues :
Le point hors limite à 16 h confirme le point hors limite de la carte des moyennes. Il s’agit d’une dispersion anormale de la production avec un décalage au-dessus de la limite supérieure de contrôle observé sur la carte des moyennes.
Déterminer l’origine des dispersions
Les causes de dispersion peuvent être rangées dans différentes catégories :
CAUSES | CATÉGORIES du 5M |
Lubrification inefficace ou inexistante (augmentation de la température) | Milieu |
Déformation de la machine (rigidité du bâti) | Machine |
Flexion de l’outil | Machine |
Opérateur inexpérimenté | Main-d’oeuvre |
Variation de la position de la pièce dans le montage à chaque changement de pièce | Machine |
Dispersion dimensionnelle du brut | Matière |
Lubrification inefficace ou inexistante (mauvais choix) | Méthodes |
Écart entre position programmée et position réellement atteinte | Main-d’oeuvre ou Machine |
Usure de l’outil | Machine |
Variation de dureté de la matière usinée (d’une pièce à l’autre) | Matière |
Mauvaise conception du montage (qui décale la pièce lors de l’usinage) | Méthodes |
Comme vous pouvez le constater, un grand nombre de causes sont des problèmes techniques à gérer par la maintenance !
Vous avez découvert le premier pilier de la TPM. Dans le prochain chapitre, nous allons nous intéresser à la maintenance autonome. Il s'agit du deuxième pilier de cette démarche.
