Implantez la maintenance autonome en formant opérateurs et techniciens de maintenance
Consolidez la maintenance autonome
C’est le pilier n° 2. Comme vous l’avez vu dans la partie précédente, le 5S et la MN1, maintenance de niveau 1, sont la base pour détruire ce qui constitue la “pyramide des pannes”. L’avantage est qu’elle peut être mise en place dès l’annonce de la direction de démarrer la TPM et très vite porter ses fruits. Tous les ateliers sont concernés par la maintenance autonome, le 5S et les chantiers “étiquettes”.
Il est important que les cadres; agents de maîtrise et opérateurs considèrent ces actions comme fondamentales. Le temps de nettoyage-inspection est alors comptabilisé dans le TRS et doit être compensé rapidement (6 mois à 1 an) par des baisses du taux de pannes. Ce travail doit être valorisé, et les résultats diffusés dans tous les ateliers pour donner envie.
Voici quelques exemples :
L’élimination des causes de défaillances liées à la saleté (encrassement, colmatage, corrosion, etc.) est obtenu par un nettoyage sérieux au cours duquel l’opérateur va découvrir des rayures, des jeux, des fuites.
La fixation d’éléments desserrés permet d’éliminer les vibrations (balourd, désalignement) qui provoquent une dégradation rapide de l’ensemble de la machine.
La lubrification et le graissage sont les bases de la mécanique. Un mode opératoire spécial doit leur être réservé.
Pour détecter les anomalies, inutile de posséder des appareils sophistiqués. Chacun peut utiliser ses sens. C’est là que l’apport de l’opérateur est précieux, puisqu’il est le seul à détecter les anomalies, en se fiant à ses sensations quand la machine est en marche.
Vous avez maintenant les outils en main. Comment organiser la démarche ensuite ?
Adoptez une démarche déterminée
Pour structurer votre démarche, prenez exemple sur le principe PDCA (Plan - Do - Check - Act).
Étape 1 - Préparez les standards avec un ou deux techniciens et quelques opérateurs :
déterminez les contrôles, les réglages, les échanges standards, les lubrifications ;
déterminez les fréquences d’intervention (jour ou semaine), les audits de contrôle ;
concevez les logigrammes de dépannage de 1er niveau ;
écrivez les fiches ;
équipez les postes d’outils de nettoyage, de démontage ;
définissez les temps alloués ;
testez les opérateurs et vérifiez leur aptitude et le temps réel à la MN1.
Étape 2 - Mettez en place votre préparation :
lancez officiellement l’automaintenance sur des postes “pilotes” ;
dupliquez les mêmes standards sur les postes équivalents ;
généralisez à tous les postes ;
faites remplir les comptes-rendus d’automaintenance.
Étape 3 - Optimisez :
formez le personnel au diagnostic d’anomalies ;
démarrez le chantier “étiquette” du nettoyage-inspection ;
réduisez le temps de nettoyage (voir 5S) ;
réalisez régulièrement des audits TPM.
Passons aux outils méthodologiques pour vous lancer dans cette démarche en toute quiétude.
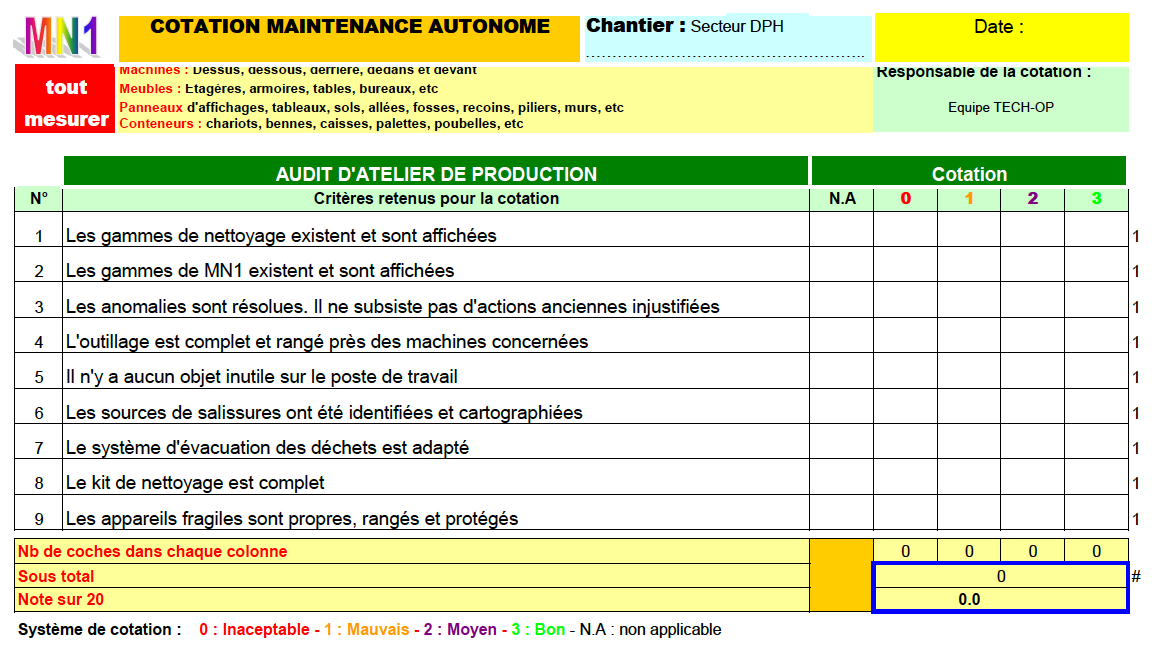
Les audits TPM
Les audits de la maintenance autonome sont similaires à ceux du 5S.
Vous devez déterminer les points essentiels à appliquer, créer une fiche d’audit, prévoir un barème de notation, et une personne ou une petite équipe d’auditeurs indépendants pour le site à auditer.
La note sera donnée sur 20 pour chaque poste et atelier. Vous suivrez ainsi les progrès au fil du temps de l’automaintenance dans les ateliers. Prévoyez aussi un affichage des résultats.
Formez vos opérateurs
C’est le pilier n° 4 ! Vous avez déjà formé vos opérateurs pendant les tests des opérations de maintenance autonome, pour contrôler leur savoir-faire et le temps consacré à ces opérations, afin qu’elles soient les plus courtes possible.
Vous allez, au bout de quelque temps, quand ces opérations de nettoyage-inspection seront bien acquises et porteront leurs fruits, compléter la formation technique des opérateurs. L’objectif est de familiariser le personnel de production aux composants techniques des machines, et d’abord à leur structure.
Partie commande : automate, interface.
Partie opérative : préactionneur, actionneur, effecteur et capteur.
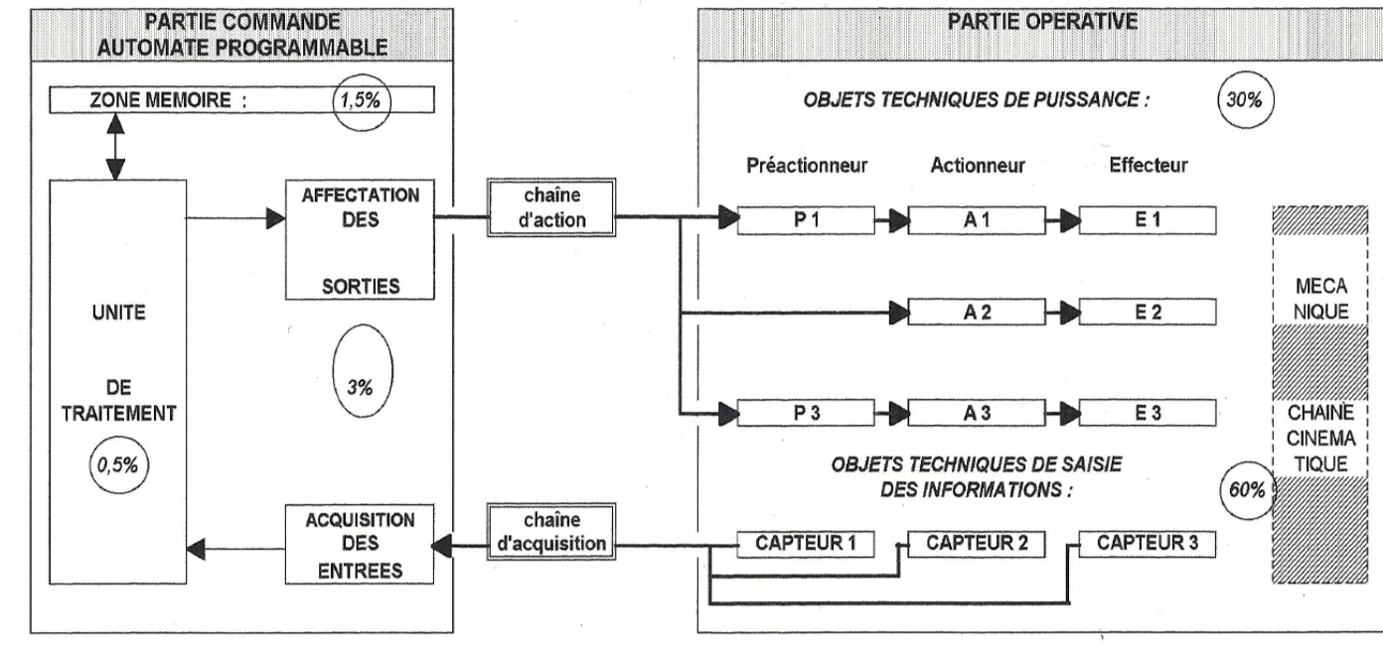
Sur ce schéma, les pourcentages représentent les proportions de pannes prévisibles des différentes parties d’une machine automatisée. Les éléments accessibles sont les plus sollicités et les plus dégradés. Il faut donc les contrôler. Un composant peut être inspecté régulièrement par l'opérateur, pour prévenir des pannes de cycle de fabrication.
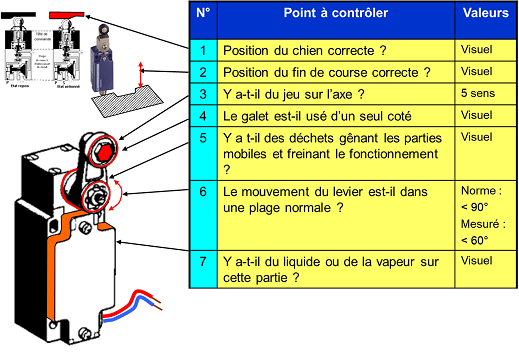
Toutes les vérifications se font visuellement ou à la main. Il en est ainsi pour tout ce qui est accessible à la vue de l’opérateur : tension et alignement courroie et chaîne, état moteur, température palier, fixation vérin, propreté bol vibrant…
Les seules critères sont la rapidité et la simplicité d’exécution pour les composants critiques à fréquence de contrôle quotidienne, et composants importants à fréquence de contrôle hebdomadaire.
Capitalisez le savoir des techniciens
Qu’est-ce que les techniciens savent, et qu’est ce qu’ils devraient savoir ? Il y a 3 types de savoir :
Le savoir intrinsèque à chacun, acquis par des années d’expérience.
Le savoir acquis après des expériences passées non renouvelées, et qui se perd au fil du temps.
Le savoir à acquérir.
Savoir intrinsèque, savoir à partager
Je sais comment faire. J’ai acquis une méthode, une chronologie dans mon diagnostic. Je sais quelles questions poser à l’opérateur et quels symptômes observer en cas de panne de cette machine.
Voilà une source inouïe de connaissances dans la tête de ce technicien ! Par conséquent, il intervient deux fois plus vite que les autres sur cette machine. C’est-à-dire avec des “temps techniques de réparation”, TTR, divisés par 2 en moyenne.
D’où vient cette compétence ? L’habitude, les heures passées à analyser les pannes, démonter les sous-ensembles puis les composants lui ont permis de structurer les fonctions par la pensée et ainsi d’enchaîner les hypothèses de défaillances deux fois plus vite. Dommage d’en rester là !
Si vous avez instauré un bon relationnel dans votre équipe, il est temps de faire partager ces compétences et d’améliorer la performance de votre service. Graphiques, diagrammes, logigrammes, synoptiques seront nécessaires pour créer et mettre à la portée de tous :
des arbres de défaillances ;
des fiches d’aide aux diagnostic ;
des schémas simplifiés de principe ;
des check-lists de contrôles ;
des références de réglages.
Non seulement tous les techniciens et le client Production y gagneront, mais l’ambiance de travail aussi.
Savoir perdu et retour d’expérience
Si aucune traçabilité n’est instaurée, soyez certain que les solutions mises en place seront vite oubliées ! Heureusement, vous avez suivi ce cours, et les comptes-rendus d’interventions correctives comme préventives sont à chaque fois intégrés dans la base de données du service Maintenance. C’est là un savoir à la portée de tous.
Il y a 3 types de retours d’expérience :
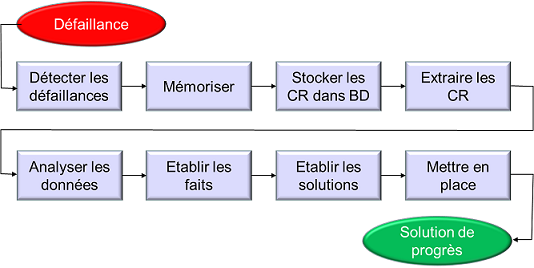
par analyse immédiate après défaillance. Le technicien rédige un compte rendu (CR) exploitable par la GMAO grâce à des références de machine, de sous-ensemble, de composant remplacé, de cause de panne et d’action corrective. C’est une mine d’or pour la maintenance ;
par analyse systématique. Les défaillances similaires sont enregistrées via des comptes rendus dans la mémoire de la GMAO, et systématiquement expertisées pour produire des comptes rendus d’analyse (CRA) qui serviront aux futures actions correctives et à l’enrichissement de la base de données. C’est un travail des Méthodes extrêmement utile à long terme ;
Par analyse conditionnelle. La défaillance survient et c’est vous qui êtes défaillant pour trouver la solution. Qu’à cela ne tienne, c’est le moment d’exploiter la GMAO et les défaillances similaires passées et solutionnées. On goûte aux bienfaits du partage et on ne peut plus s’en passer.
Savoir à acquérir
Apprendre des techniques préventives nouvelles, se former chez les constructeurs d’équipements, devenir polyvalent en mécanique pour un électricien… C’est au chef du service Maintenance de détecter les besoins de son personnel et de l’envoyer se perfectionner chaque année. La seule valeur ajoutée d’un maintenancier, c’est son capital intellectuel.
La maintenance autonome a été mise en place et les opérateurs sont formés. L'étape suivante est de planifier les opérations de maintenance. Découvrons cela dans le prochain chapitre !
