Optimisez la maintenance planifiée
Il s’agit de privilégier la maintenance basée sur la fiabilité : MBF. Cette démarche correspond au pilier n° 3 de la TPM.
Choisissez vos machines prioritaires
Triez vos machines critiques selon différents critères. Vous donnerez ainsi un classement des priorités d’intervention autant :
En maintenance corrective, si plusieurs machines tombent en panne en même temps. Le choix de la machine prioritaire est évident pour la production comme pour la maintenance.
En maintenance préventive, si l’équipe de maintenance a du retard dans ses visites.
En maintenance améliorative, pour privilégier le conditionnel sur des machines sensibles.
En formation du personnel productif, pour assurer leur polyvalence.
En formation du personnel de maintenance, pour assurer un haut niveau de compétences en réparation.
Dans la partie précédente, nous avons vu que la MTBF est la moyenne des temps de bon fonctionnement d’un composant ou d’une machine. Autrement dit, son temps de marche entre de 2 pannes. Il est un excellent indicateur de fiabilité.
En fonction du comportement des machines de vos ateliers et des contraintes de production, vous devez définir une MTBF acceptable et ainsi vous orienter vers des priorités d’actions. Le minimum acceptable est-il : MTBF = 100 h ? 200 h ? ou 500 h ?
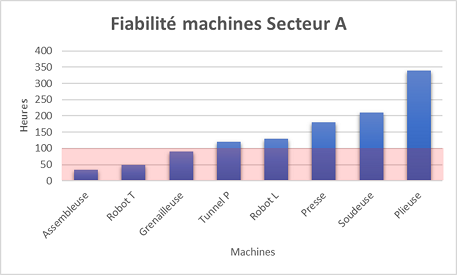
Vous décidez d’accepter une MTBF de 100 h dans un process de fabrication à la chaîne d’un secteur industriel. Vous privilégiez donc la MBF des 3 premières machines, dont la MTBF est comprise entre 35 h et 90 h. Cependant, le critère fiabilité n’est pas le seul pour trier vos machines critiques.
De quels autres critères pouvez-vous tenir compte pour trier vos machines de la plus critique à la plus performante ? Essayez d’identifier 2 autres critères possibles avant de lire la suite.
Vous pouvez lister les critères dans un tableau multicritère, tel que ceux-ci :
Note |
| Critères |
| Total |
| Technologique | Process | Engagement |
|
1 | simple | secondaire | épisodique | / |
2 | complexe | important | intermittent | / |
3 | très complexe | vital (goulet) | continu | / |
Note |
| Critères |
| Total |
| Maintenance | Pertes de production | Fiabilité |
|
1 | peu coûteuse | faibles | Forte | / |
2 | coûteuse | moyennes | Moyenne | / |
3 | très coûteuse | élevées | Faible | / |
Pour chaque critère, une note allant de 1 à 3 est attribuée. Plus la note est forte, plus la machine est critique. Cette note est établie à partir d’un barème fixé pour chacun des critères. Voici un exemple de de barème pour le critère “Fiabilité” en s’appuyant sur le MTBF :
Barème du critère | Niveau | Note |
MTBF > 500 h | Forte | 1 |
250 h < MTBF < 500h | Moyenne | 2 |
MTBF < 250 h | Faible | 3 |
Dernière phase : complétez votre tableau multicritère pour toutes vos machines en fonction des barèmes, puis notez-les. Calculez la somme totale des notes : les notes les plus élevées sont celles de vos machines prioritaires.
Dans un deuxième temps et pour affiner votre analyse, il faut décomposer vos machines en sous-ensembles.
En effet, la MBF pratique la technique de l’entonnoir, en décomposant l’ensemble de la machine pour atteindre le composant critique et le fiabiliser. Cette décomposition, ou arborescence fonctionnelle, est le plus souvent donnée dans les documents constructeur. Sinon, elle est issue de la GMAO.
Recherchez les composants fragiles
Ce sont les composants à faible durée de vie ou à entretien régulier : huile de lubrification, graisse, filtre (air, huile, eau…), certains joints, courroies, chaînes. Ceux-là doivent être remplacés ou entretenus.
Restent les composants soumis à de fortes contraintes d’usure ou de charge, ou à des milieux agressifs. La traçabilité des demandes de travaux et comptes rendus de réparations permet de cibler ces pièces. Il suffit de calculer le temps entre 2 remplacements et la MTBF, comme nous l’avons vu dans la partie précédente.
Cas pratique
Voici l’historique d’un broyeur :
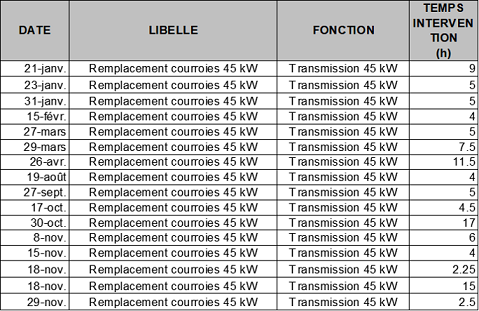
Peut-on classer les courroies de transmission 45 kW dans les composants fragiles ?
Pour répondre à cette question, il faut calculer le MTBF de la courroie de transmission 45 kW. Entre le 29 novembre et le 21 janvier, on compte 312 jours pendant lesquels 15 jeux de courroies ont été remplacés, soit un jeu tous les 21 jours. C’est donc un composant fragile.
À partir de la durée de vie de chaque jeu de courroies remplacées dans l’année, que peut-on dire de leur qualité ?
Calculons chaque TBF et répartissons-les sur un axe fréquence de panne / TBF en jours :
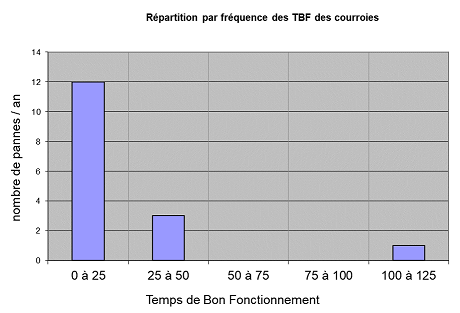
La répartition des durées de vie des courroies TBF est suspecte : 12 courroies tiennent moins de 25 jours alors que certaines peuvent atteindre 40 j et même 115 j.
Conclusion : soit les courroies sont mal montées, soit leur qualité est aléatoire. Il s’avère que c’est le cas.
Constituez un plan de maintenance
Dans la partie précédente, nous avons vu plusieurs méthodes pour calculer une périodicité de préventif systématique, notamment grâce au calcul du MTBF.
Une fois que l’échéance de remplacement des pièces fragiles est obtenu, il reste à homogénéiser ces échéances pour déterminer un planning de préventif acceptable par la production :
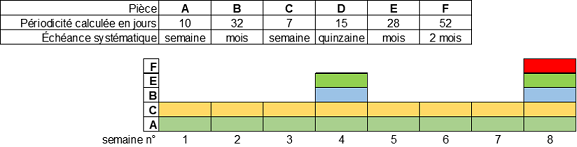
Constituer un plan de maintenance préventive est indispensable pour éviter la maintenance “pompier”. L’enjeu est ensuite de parvenir à l’appliquer !
Cet exemple de planning hebdomadaire définit les opérations préventives en mécanique à mener sur une couseuse automatique selon les gammes GMAO, c’est-à-dire les modes opératoires enregistrés dans la GMAO et codifiées M 3S, M 2m, M 1a (cliquez ici pour afficher l'image) :

Cette procédure a 2 avantages :
Assurer la fiabilité des équipements.
Lisser le travail des équipes de maintenance.
Pour s’assurer que le travail est réalisé selon les règles de l’art, dans les temps alloués et en sécurité, le plan de maintenance est accompagné de gammes opératoires.
Établissez des gammes opératoires
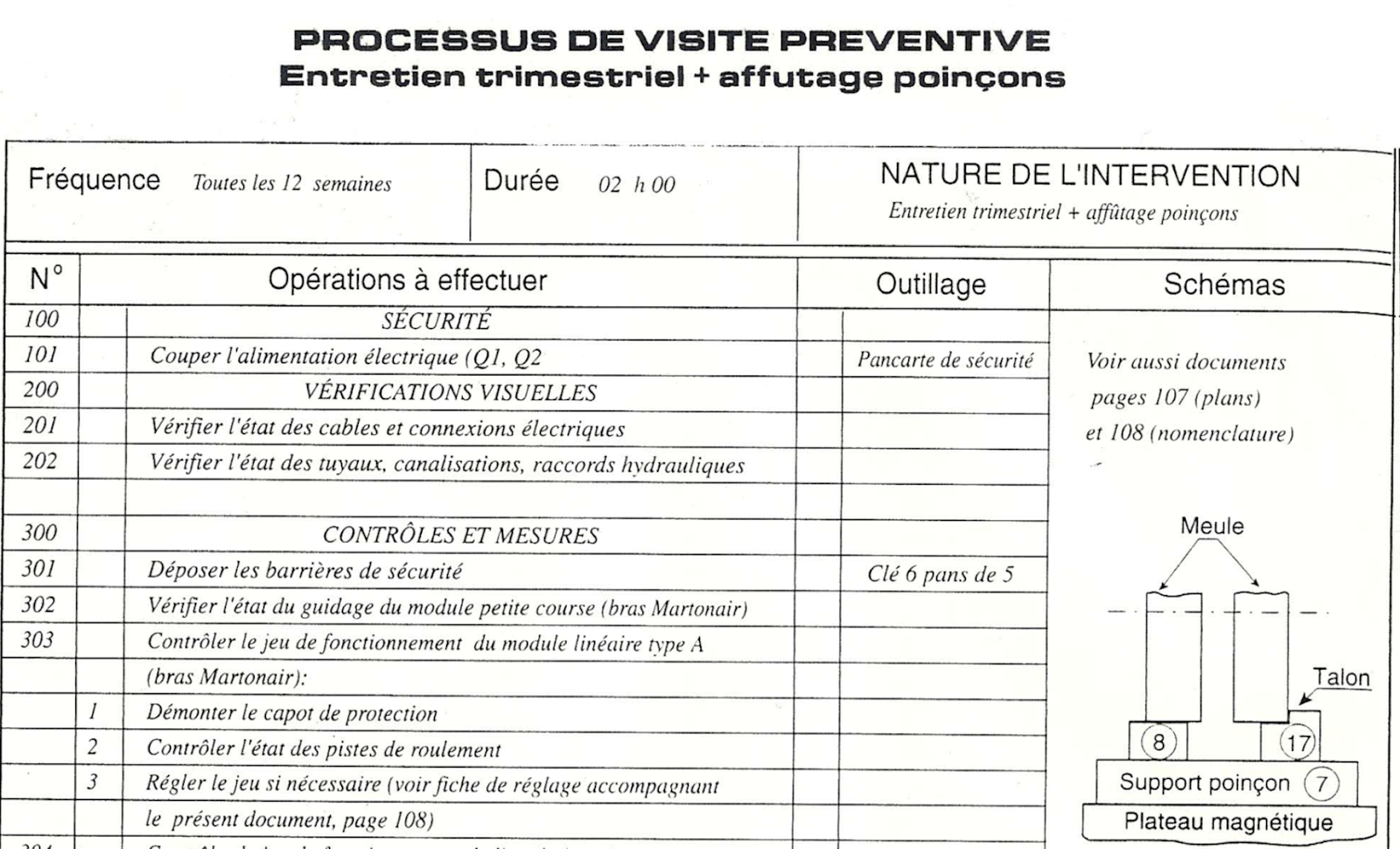
Les gammes sont des documents standardisés décrivant les opérations phase par phase et tâche par tâche. La numérotation des phases par 100, 200, 300… permet d’intégrer et de mettre à jour des sous- phases (110, 120, etc.) et des tâches (101, 102, etc.). Cliquez ici pour voir un exemple de gamme de contrôle et affûtage d’un poinçon.
{kind=link}
On y spécifie :
les consignes de sécurité ;
les habilitations éventuelles ;
les fréquences d’exécution ;
les moyens et outils nécessaires ;
les pièces à remplacer ;
les précautions à prendre au montage / démontage ;
les repères des éléments concernés ;
les photos et schémas repérés mécaniques, électriques… ;
le temps alloué pour l’opération.
Conservez l’information : compte rendu et exploitation
Une fois l’opération préventive terminée, la date est enregistrée, ce qui permet de suivre l’avancement des travaux de préventif.
L’indicateur d’efficacité du service (en %) dans le domaine de la prévention est :
nombre de préventifs réalisés / nombre de préventifs programmés.
Un module de la GMAO peut être affecté à ce compte rendu. Celui-ci a pour rôle de répartir toutes ces nouvelles informations dans différents modules. Ce retour d’expérience est aussi important que l’intervention elle-même.
N° | En fonction des conditions de l’opération, le technicien peut : | Les modules à enrichir sont : |
1 | donner des informations sur l’état de l’équipement | dossier de l’équipement |
2 | programmer des opérations d’urgence | planning d’arrêts de production |
3 | compléter la gamme par de nouvelles tâches | gammes et planning de préventif |
4 | simplifier les opérations | gammes et planning de préventif |
5 | réviser le temps alloué | gammes et planning de préventif |
6 | donner des directives sur l’approvisionnement des pièces de rechange | gestion du stock et des fournisseurs |
7 | évaluer les coûts supplémentaires induits par l’opération | dépenses de maintenance |
8 | proposer des solutions pour remplacer le systématique par du conditionnel, ce qui réduira la charge et la routine de travail | études et travaux neufs |
9 | proposer des solutions pour adapter des capteurs d’enregistrement de l’usure et passer à la maintenance prédictive | études et travaux neufs |
À ce stade du cours, vous êtes sur la trace de ce trésor qu’est le potentiel de profit délaissé !
Votre base de données s‘enrichit de jour en jour, ainsi que la compétence de l’équipe technique. Votre parc machines se fiabilise et vous pouvez justifier vos dépenses à votre client, la production. Votre charge de travail se lisse, car les opérations correctives diminuent par le travail de prévention conjugué de l’équipe de maintenance et de l’ensemble du personnel de production qui, chaque jour, effectue ses contrôles.
Pour aller plus loin dans la démarche TPM, il est nécessaire d'engager tout le reste de l'entreprise. C'est l'objectif des quatre derniers piliers. Passons au prochain chapitre pour les découvrir !
