Partez à la chasse au gaspillage
Vous savez maintenant ce qu'est l'amélioration continue. Il est temps de mener votre premier chantier d'amélioration ! Pour cela, nous allons commencer par analyser le processus de fabrication des makis de McQui King.
Pourquoi analyser un processus ?
“Le véritable voyage de découverte ne consiste pas à chercher de nouveaux paysages, mais à avoir de nouveaux yeux. ”
Marcel Proust

Nous allons maintenant observer le fonctionnement du restaurant McQui King.
Prenez le temps de bien regarder la vidéo au début du chapitre, vous y découvrirez le fonctionnement de la cuisine.
Vous observez ensuite les cuisiniers en action ! En les chronométrant, vous consignez les temps de travail de chaque poste dans un tableau :
Poste du cuisinier | Durée des opérations |
Poste 1 | 5 secondes |
Poste 2 | 15 secondes |
Poste 3 | 30 secondes |
Poste 4 | 10 secondes |
Voici la situation après 2 minutes de processus (temps pendant lequel la cuisine va avoir 24 makis à réaliser) :

Pour compléter ces observations, vous vous rendez sur le gemba (le terrain) pour échanger avec les opérateurs :
"Je pense qu'il n'y a pas de problème à mon poste, j'ai souvent fini avant les autres. Par contre, je pense que je marche plus que je ne cuisine." :ninja:
Opérateur poste 1 - Laminage
"Moi je veux bien faire correctement mon travail, mais les modes opératoires sont imprécis. Par exemple, on me fait souvent la remarque que je mets trop de sauce. Mais le mode opératoire ne dit rien à ce sujet et je n'ai même pas d'exemple de défauts en photo pour me faire une idée." :'(
Opérateur poste 2 - Répartition Sauce
"J'ai l'impression que tout le monde attend après moi, mais c'est vraiment difficile de manipuler le saumon avec la pince ; je le déchire souvent." :(
Opérateur poste 3 - Garnissage/Enroulement
"Moi tout va bien à mon poste, je suis vraiment efficace, la preuve j'attends tout le temps les copains." :soleil:
Opérateur Poste 4 - Découpe/Conditionnement
Le diagramme d'Ishikawa
Pour noter nos différents constats, utilisons l’outil 6M ou diagramme d’Ishikawa.
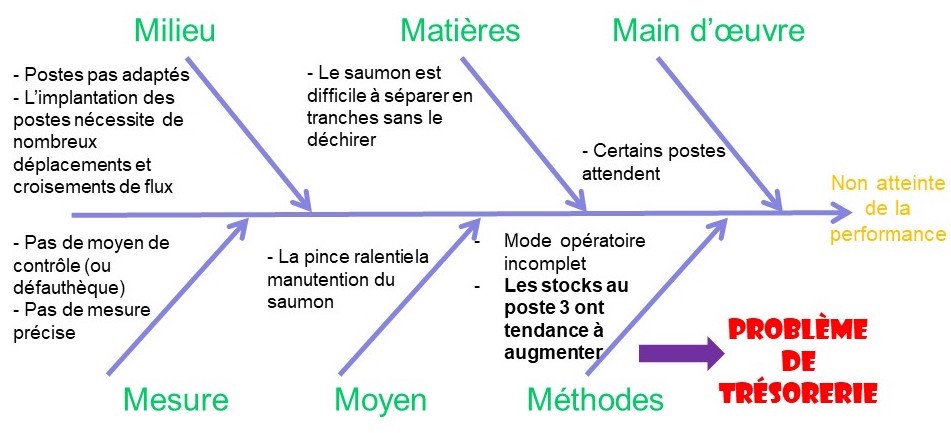
Ici, l’effet est la non-atteinte de l’objectif de 24 makis. :(
Détectez les gaspillages
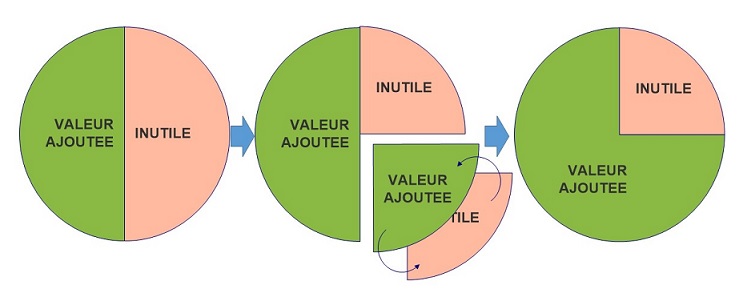
La non-valeur ajoutée est constituée de différentes formes de gaspillages, notamment, les mudas.
L'objectif est d'éradiquer les gaspillages pour maximiser la valeur ajoutée
Il existe 7 mudas :
1. Attente : attente de matériel, de la fin d'un cycle d'une machine, d'une décision.
2. Transport : transport d’information ou de matériel d’une place à l’autre. Tout transport est essentiellement un gaspillage et doit être minimisé car il n'apporte pas de valeur ajoutée pour le client final.
3. Processus excessif/surprocess : toute action dans le processus de fabrication qui n'est pas requise pour satisfaire le besoin du client. Exemples : utilisation de machines trop précises, ou trop sophistiquées ; temps de processus excessif par rapport à la qualité recherchée.
4. Stocks : ce muda existe si l'usine conserve plus de matière et de composants que le minimum nécessaire pour réaliser le travail. Le stock génère de la perte d'espace (plus de surface de bâtiments louée à l'année donc plus de frais généraux), des en-cours de production et des immobilisations financières. Il peut s'agir de stocks de matières premières, de stocks de produits finis ou encore de stocks d'en-cours.
5. Mouvement : ce muda concerne tout mouvement (rotation d'une pièce par exemple) qui ne contribue pas directement à l'ajout de valeur sur le produit fini. Il concerne aussi les mouvements des opérateurs, comme le fait de tendre le bras pour prendre une pièce ou de faire un pas de côté.
6. Non-qualité : la non-qualité génère des pièces défectueuses, nécessitant d'autres actions chronophages (contrôle, retouches, rebut) que le client final ne veut pas payer.
7. Surproduction : produire indépendamment de la demande clients donc plus que le besoin et souvent trop tôt par rapport à la demande. Cette forme de gaspillage est la pire, puisqu'elle implique forcément les 6 autres types de gaspillages énumérés ci-dessus pour produire ce surplus.
En suivant ce lien, vous pourrez voir et télécharger un récapitulatif des gaspillages, de leurs impacts et de ce qu'il convient de faire en conséquence.
Cliquez sur ce lien pour visualiser le fichier d’observation. Vous pouvez le télécharger au format OpenDocument ou au format Excel. Ensuite, reprenez tous les éléments dont vous disposez sur le processus de fabrication des makis et, cette fois-ci, notez tous les gaspillages que vous parvenez à détecter.
Dans un second temps, vous devrez rechercher la cause racine et proposer un plan d'action.
Qu'est-ce que la recherche de la cause racine (ou Root Cause Analysis - RCA - en anglais) ?
C'est une méthode scientifique qui consiste à s'assurer que l'on va bien traiter la cause à l'origine d'un problème et non uniquement les symptômes immédiats de ce problème.
Cette méthode repose sur un outil très simple mais magique : les 5 "Pourquoi". :magicien: Tel un enfant, vous posez constamment la question "Pourquoi ?", pour remonter à la cause racine.
N'hésitez pas à lire les articles suivants qui parlent de cette méthode :
N'oubliez pas les Muras et les Muris
Il existe deux autres formes de gaspillages : les muras et les muris.
Dans le chapitre suivant, vous allez travailler principalement sur de l'optimisation de flux.
Cependant, en tant que Responsable Amélioration Continue, vous serez amené à travailler en proximité avec le service Qualité, pour optimiser la qualité du produit livré au client.
La qualité à tout prix ... ou presque !
Voici quelques informations clés sur la qualité produit.
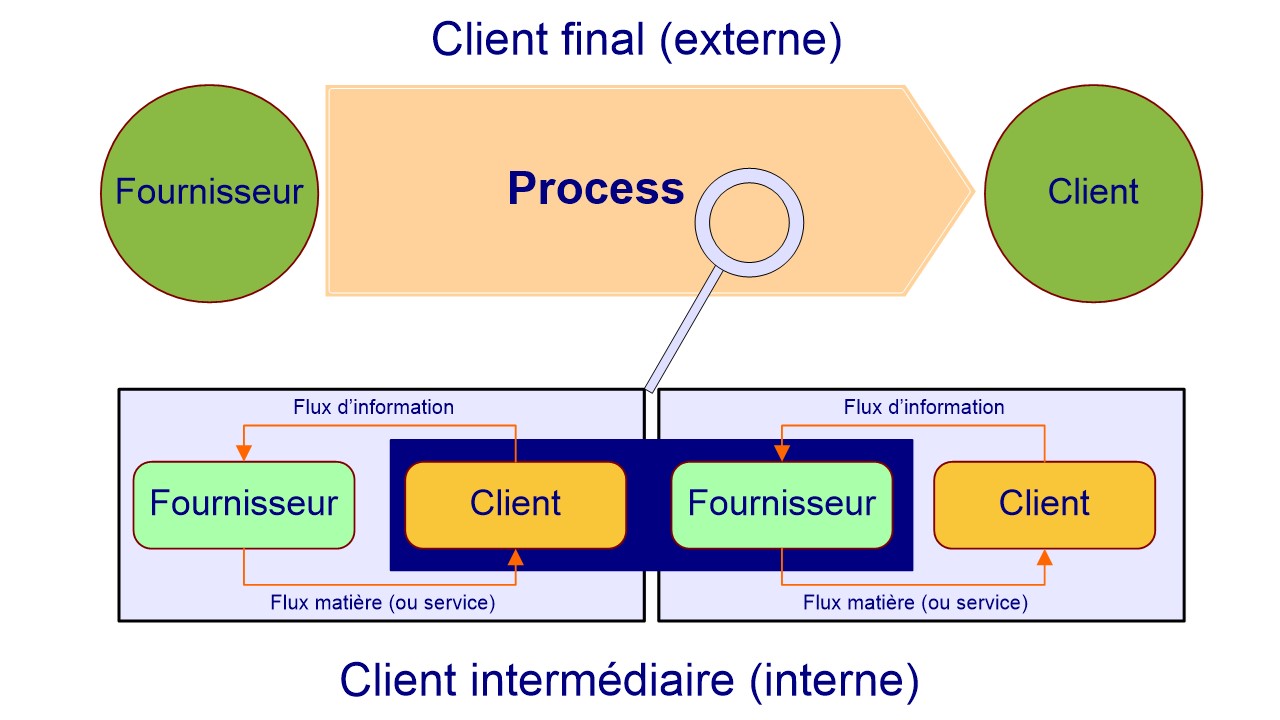
Le Processus suivant est le client
Vous devrez faire réaliser au personnel que les clients ne sont pas seulement les personnes externes qui achètent les produits hors de la société. Ce sont aussi les clients internes, c'est-à-dire les collègues qui reçoivent le travail semi-fini dans la suite de la chaîne de production ! Cela signifie que l'on ne doit pas faire subir de désagrément au processus suivant et qu'il faut traiter les problèmes là où ils prennent naissance.
La qualité en premier
La plupart des problèmes de coût et de délais sont en fait des problèmes de qualité :
la qualité des résultats (ce que les clients peuvent voir et mesurer),
et la qualité des processus (ce qui peut être amélioré en éliminant le gaspillage et la variabilité).
Le principe Kaizen « Qualité en premier » consiste à ne pas accepter, ne pas faire et ne pas transmettre de problème qualité. Ce principe est indissociable du précédent (le processus suivant est le client).
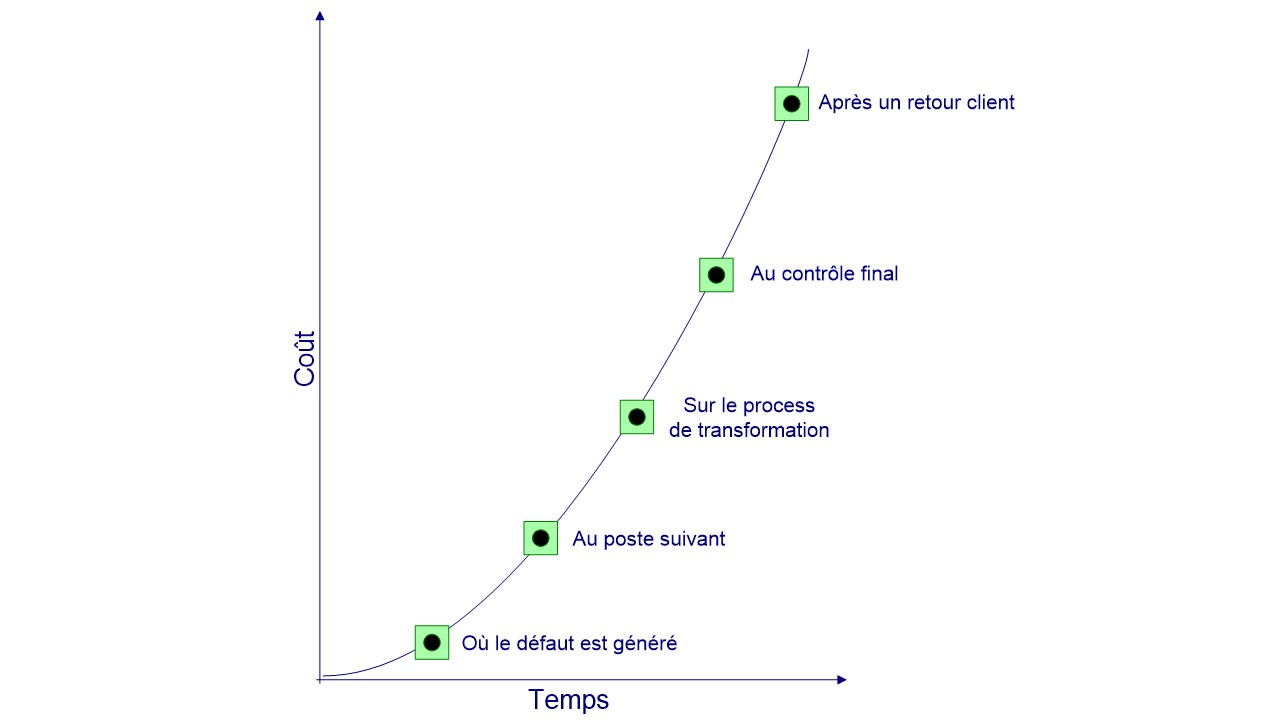
Dans les entreprises ayant complètement intégré la démarche Kaizen, l’opérateur a la possibilité et le devoir d’arrêter sa ligne dès le premier défaut qualité détecté.
Plus un défaut qualité est découvert tardivement, plus il coûte cher. En effet, au fil du processus de fabrication ou de transformation, la matière, le produit, subit des opérations qui lui confèrent de la valeur ajoutée. Si l'objet de cette transformation se fait éliminer, toutes les ressources consommées jusqu'au moment de son élimination auront été gaspillées. Si le défaut est détecté, une fois que le produit a quitté l'entreprise, les coûts augmentent : rapatriement, remplacement et dédommagement. À cela s’ajoute la dégradation de l’image de la marque et de la confiance du client.
Parler avec des données
Pour résoudre de manière efficiente les problèmes, il faut s'appuyer sur des données et des faits, et non sur des intuitions ou des opinions. Il faut donc passer par une phase de collecte de données et s'interroger sur la validité de celles-ci. Pour cela, il est nécessaire de :
se rendre sur le terrain (Le gemba comme vu au chapitre précédent),
collecter les données (avec ses 5 sens),
analyser les données (et les remettre en cause),
prendre les décisions à l’aide des données,
agir sur la base des données,
contrôler les résultats (et les remettre en cause).
Dans le cas de notre restaurant japonais, avant de chercher des solutions , vous avez observé le processus et identifié des gaspillages, ce sont nos premières données qui vont nous permettre de proposer des premières améliorations, dès le chapitre suivant !
