Imaginez un design innovant et au plus juste de l'usine, pour la rendre agile
Voici la partie déterminante d'un projet VSM. Vous l'avez vu, lire une cartographie VSM, une fois les symboles apprivoisés, est à la portée de tout le monde. Réaliser une cartographie, avec un minimum d'entraînement, reste accessible. Mais en tant que futur responsable Amélioration continue, votre valeur ajoutée, à vous, est d'être capable de décortiquer cette cartographie, de l'analyser et d'en proposer des axes d'amélioration.
Pour rappel, l'objectif de la cartographie VSM est d'avoir une vue globale. Elle vous montre les interactions entre les étapes d'un processus de fabrication.
Voici donc une méthode de questionnement pour analyser la cartographie, ainsi que des outils :
Questionnement pour préparer l'état futur
La méthode propose de se poser 7+1 questions pour vous aider à imaginer le processus futur :
Quel est le takt-time de référence ?
Avez-vous besoin d'un stock de produits finis ?
Où pouvez-vous mettre en place un flux continu ?
Où prévoir des supermarchés Kanban ?
À quelle étape injecter l'ordre de fabrication ?
Comment ordonnancer les différentes variantes au poste régulateur ?
Quel rythme de prélèvement au poste régulateur ?
La dernière question est globale : Quels chantiers d'amélioration type Kaizen devez-vous prévoir ?
Regardons dans le détail ce qu'apporte chacune des réponses à ces questions.
Quel est le takt time de référence ?
Il est nécessaire de préciser que le takt time (rythme de la demande client) se calcule d’après le temps de travail disponible des processus situés en aval, les plus proches du client.
Dans notre cas :
Takt time = Temps d'ouverture / Consommation moyenne journalière = 25 200 s / 18 000 produits = 14 s.
Le client achète ce produit au rythme d’une pièce toutes les 14 secondes. C’est donc ce rythme qu’il faut viser pour la réalisation d’une pièce et de ses composants. Le takt time correspond au « rythme cardiaque » d 'un système Lean.
Avez-vous besoin d'un stock de produits finis ?
Votre production va-t-elle séjourner dans un supermarché de produits finis ? Ou sera-t-elle fabriquée pour expédition ?
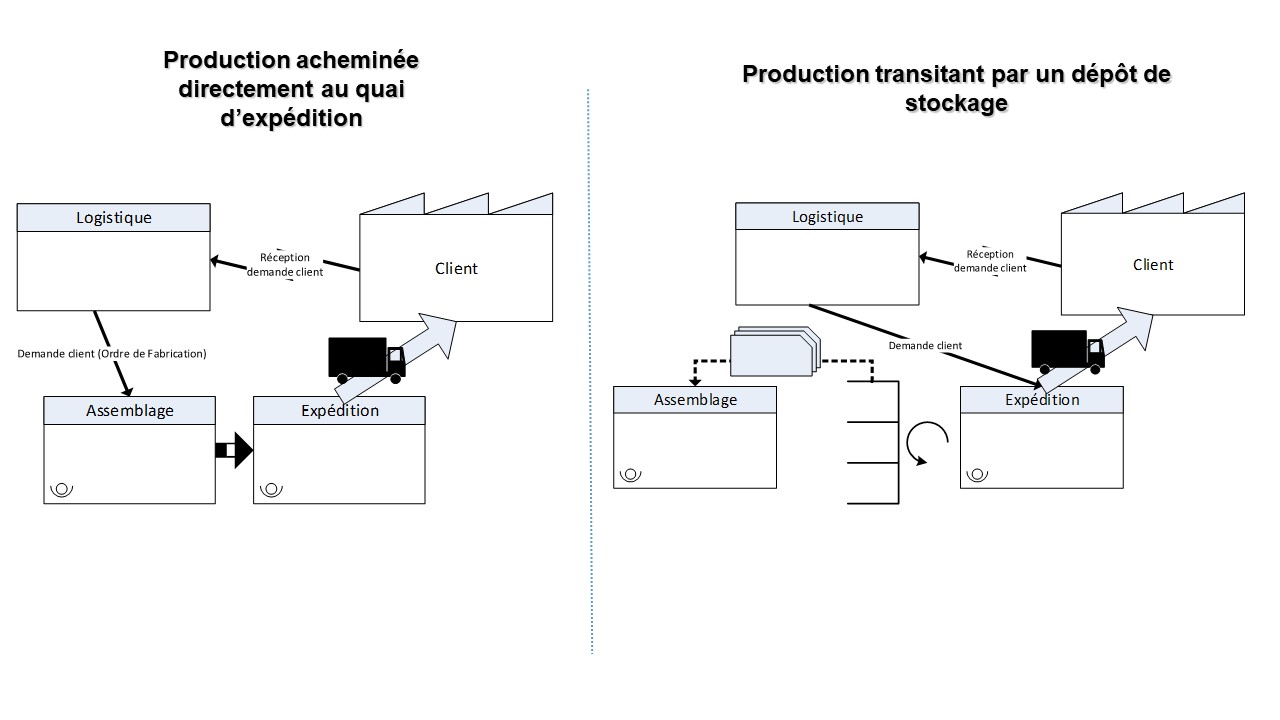
Classiquement, une entreprise va faire tourner sa production pour alimenter un stock de produits finis, sans nécessairement se préoccuper de l'état de ses stocks.
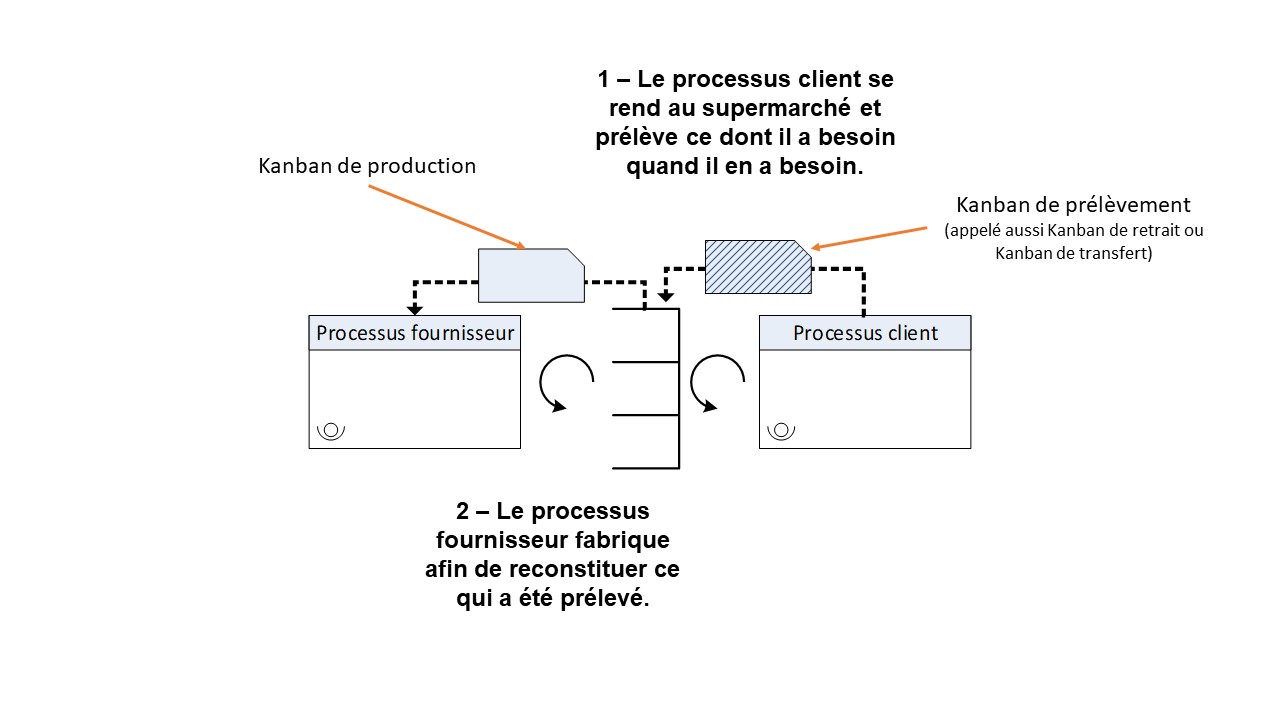
À l'inverse, la mise en place d'un supermarché va servir de tampon contre les fluctuations des demandes clients ou les aléas de production. En effet, le client va pouvoir "se servir" de ce dont il a besoin dans le supermarché, au moment où il en a besoin. Ce qui va alors mécaniquement déclencher la mise en production par un système de cartes Kanban.
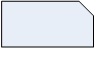
De plus, la mise en place du supermarché va permettre d'atténuer les effets de la variation de la demande client :
Dans notre cas, nous mettrons un stock de produits finis, qui sera alimenté en FIFO par le poste de mise en boîte/conditionnement. Nous verrons à tendre ce flux (à diminuer les stocks, donc).
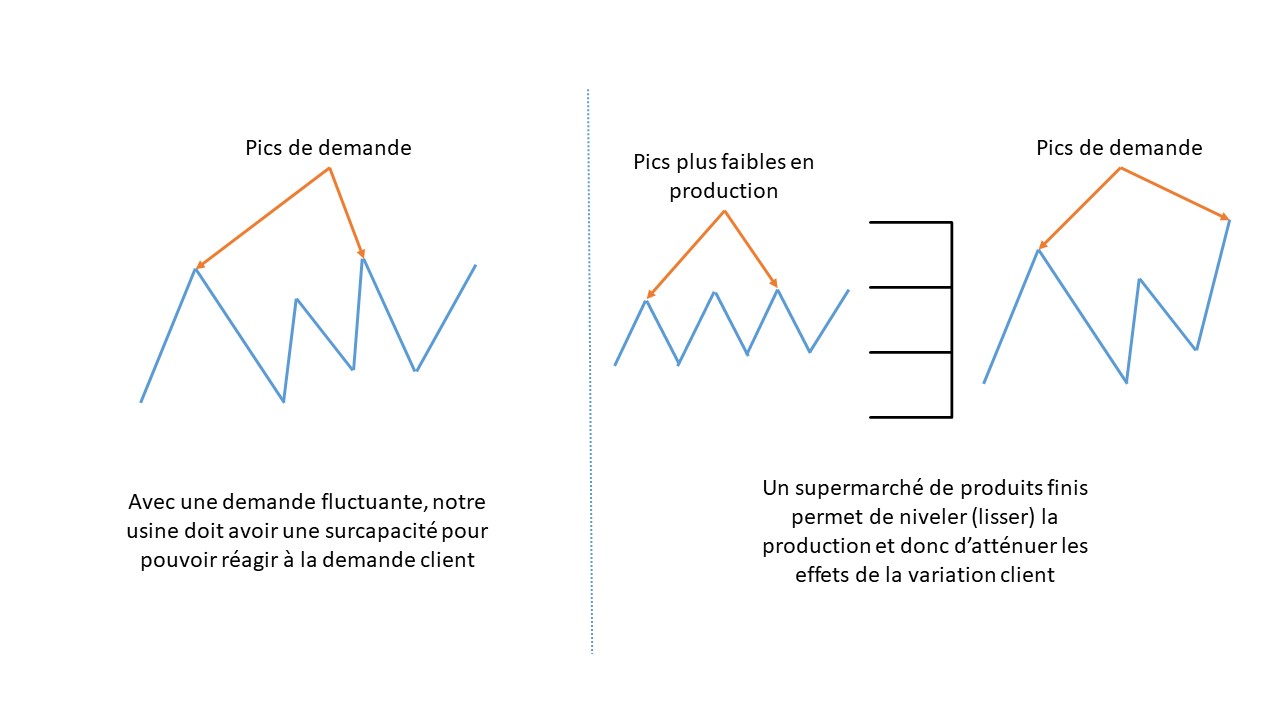
Où pouvez-vous mettre en place un flux continu ?
Lors de votre première mission pour McQui King, vous avez déjà vu les bienfaits de la mise en place d'un flux continu : alignement à la demande client (takt time), réduction des en-cours et donc du temps de traversé.
Dans notre cas, si nous réussissons à aligner les cadences, il y a deux zones que l'on peut mettre en flux continu :
la zone Punch, avec les postes Collage manuel, Découpe/Poinçonnage et Décorticage ;
la zone Cartonnerie boîte, avec les postes Pliage et Encollage + Repliage.
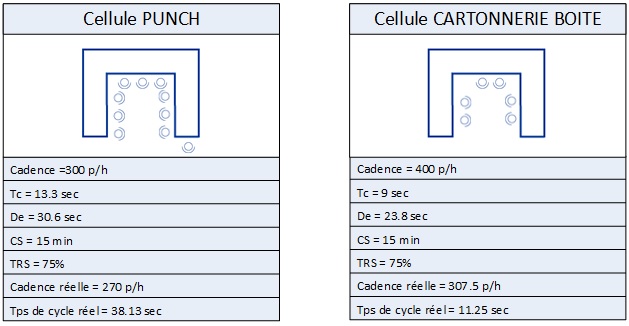
Une nouvelle notion apparaît ici, c'est le Délai d'exécution (De). C'est l'addition des temps de cycles de chacun des postes différents. Et c'est ce temps que nous prendrons pour la ligne de temps. En réalité, il est très fréquent d'avoir un temps d'exécution supérieur au temps de cycle. Je ne les ai pas fait apparaître pour simplifier l'exercice (une fois de plus, c'est un ordre d'idée que nous souhaitons, cela n'a pas d'impact sur la réflexion).
Où prévoir des supermarchés Kanban ?
S’il existe des endroits où le flux continu n’est pas possible, le solution consiste à mettre en œuvre un système à flux tiré avec supermarché. Cela permettra de régulariser une fois de plus la production des processus amont.
Nous instaurerons dès que possible un flux tiré grâce au Kanban. De plus, si nous arrivons à tendre nos flux (diminuer les temps de changements de série, donc diminuer les tailles de lots), nous pourrons alors baisser nos niveaux de stocks et le Kanban permettra de maintenir ce niveau de stocks.
À quelle étape injecter l'ordre de fabrication ?
Si vous avez réussi à placer, là où c'était possible, un flux continu et sinon des flux tirés, vous pourrez limiter les postes où il est nécessaire de planifier (programmer ou ordonnancer) la fabrication. L'objectif est de ne planifier qu'à un seul endroit de la chaîne de valeur. C'est ce que l'on appelle le processus régulateur (ou Pacemaker). En effet, vous fixerez le rythme de production de l'ensemble des processus situés en amont de ce poste régulateur, en contrôlant la production à ce seul endroit.
Comment sont gérés les processus en amont du processus régulateur ?
C'est simple, tout est contrôlé par les supermarchés.
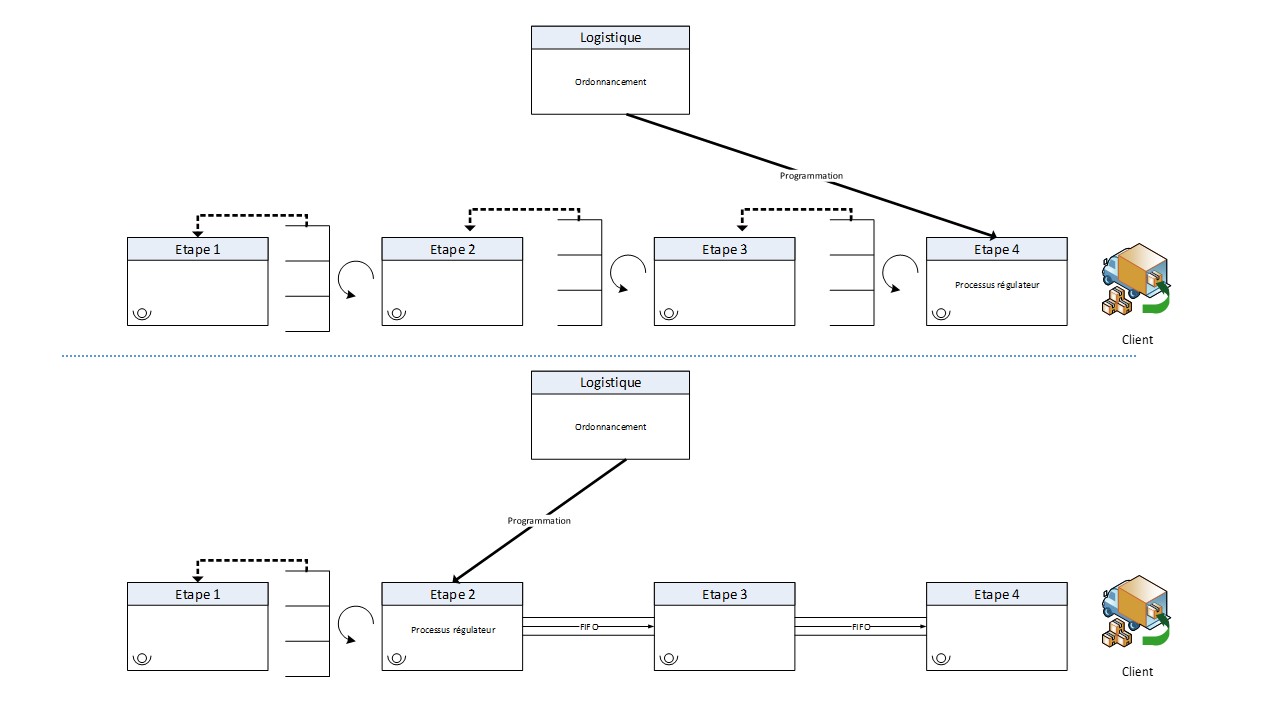
Dans notre cas, nous retenons le poste Mise en boîte/Conditionnement comme poste régulateur. Il a l'avantage d'être au plus prêt du client.
Comment ordonnancer les différentes variantes au poste régulateur ?
Afin de faciliter le travail en production, il est commun de chercher à faire des tailles de lots importantes, c'est-à-dire de produire la même référence, le même produit, le plus longtemps possible. En effet, dès qu'il faut changer de référence, la production s'arrête et l'on démarre alors le changement de série, dont le temps peut aller de quelques minutes à plusieurs heures ; sans compter des phases de réglages au démarrage.
Mais cette pratique a des inconvénients. En effet, il devient alors difficile de répondre aux attentes des clients en termes de diversité de produits. Si je veux un produit différent de la fabrication en cours, je dois attendre que celle-ci se termine, pour que mon produit soit lancé en production. Cela va donc rallonger le délai d'exécution des commandes.
De plus, des tailles de lot importantes engendrent des quantités en stock importantes.
Pour éviter ces écueils, vous pourrez mettre en place le lissage (ou nivelage), qui consiste à répartir la fabrication de différents produits sur une période de temps la plus courte possible.
Par exemple, chez McQui Game, la demande client est d'environ :
60 % de jeux MS ;
30 % de jeux BQ ;
et 10 % de jeux YS.
L'entreprise, ayant des temps de changements de série très longs à certains postes, a choisi de limiter le nombre de changements. Mais l'on voit alors que si un client commande les 3 références de produits, il devra attendre 3 semaines et demi, pour espérer les avoir.
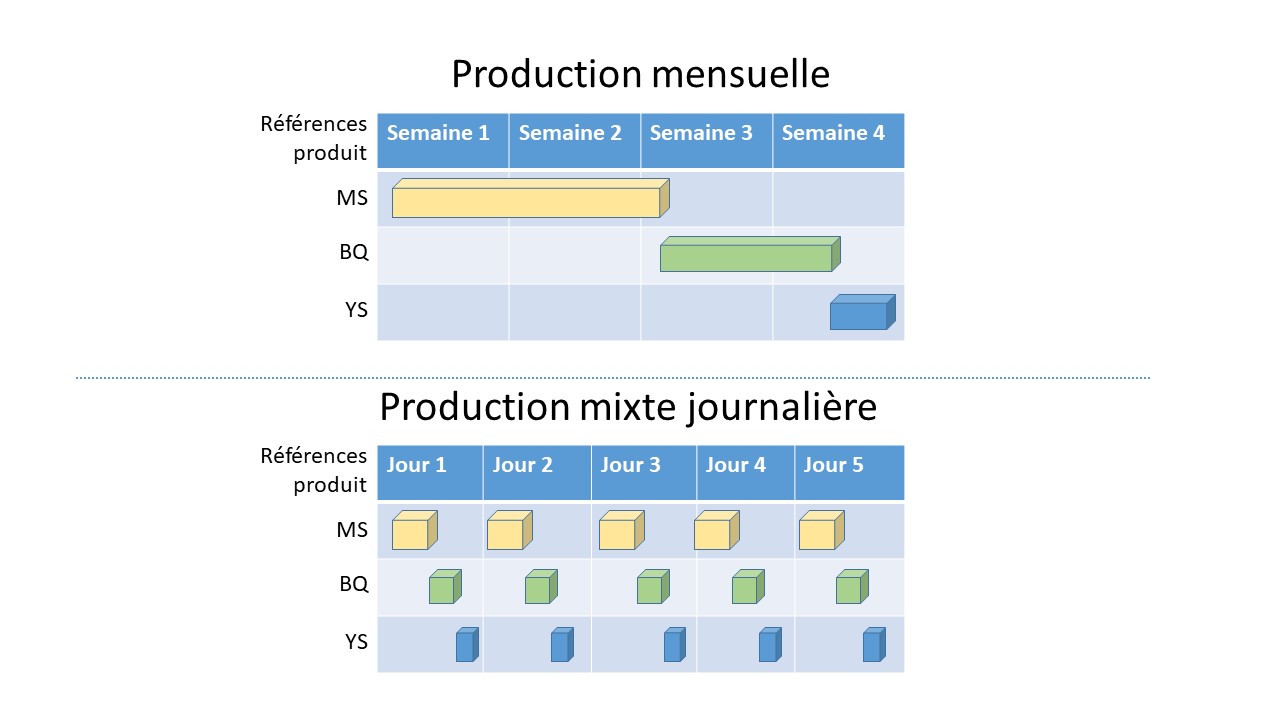
En revanche, si vous réussissez à niveler la production comme ci-dessus, vous pourriez avoir une production mixte journalière. Ce même client peut alors espérer avoir ses 3 références à la fin d'une journée !
Le plus efficace est alors de niveler la production au niveau du processus régulateur. Ceci vous permettra de répondre à la demande client, tout en réduisant les stocks de produits finis.
Pour cela, vous devrez diminuer la taille des lots, mais il vous faudra alors être capable de diminuer les temps des changements de série, car vous en ferez beaucoup plus.
L'intérêt est de réduire les temps morts et les délais de réalisation, tout en proposant une mixité de produits, et donc d'avoir une capacité à réagir rapidement à la demande du client.
Dans notre cas, la baisse des changements de série devrait permettre de réaliser plusieurs changements par jour (objectif, 3 changements par jour).
Quel rythme de prélèvement au poste régulateur ?
On peut alors se demander quelle est la taille de lot à utiliser pour évacuer les produits finis au niveau du processus régulateur.
S'il n'est pas simple de répondre rapidement à cette question, ce qui est sûr, c'est qu'il faut établir un rythme régulier au poste régulateur. Ainsi, il faut transmettre régulièrement des ordres de fabrication au poste régulateur, et ce, sur de courtes durées (< 1 h). Dans le même intervalle, on prélèvera une quantité équivalente de produits finis.
La dernière question est globale : Quels chantiers d'amélioration type Kaizen devez-vous prévoir ?
En effet, pour que la chaîne de valeur soit conforme à la nouvelle configuration qu’on souhaite lui donner, vous aurez à réaliser des améliorations sur plusieurs étapes du processus.
Cette question n'est pas réellement une dernière question, elle se pose tout au long de la réflexion.
En revanche, une fois toutes ces réflexions faites, votre mission, en tant que responsable Amélioration continue, est de définir dans quel ordre on doit réaliser ces améliorations, et quelles sont les conditions préliminaires qui doivent être réalisées.
Concernant ces chantiers d'amélioration, je vous ai menti lorsque je vous ai dit que vous aviez vu tous les symboles. Il en reste un :

Cette explosion Kaizen est à placer aux différents endroits de la cartographi, où vous estimez qu'il y a des chantiers d'amélioration à mener. On y précisera le type de chantier.
Rendez-vous justement au chapitre suivant, pour positionner ensemble ces chantiers éclairs et dessiner notre cartographie de l'état souhaité.
