Découvrez le flux continu !
Dans ce chapitre, nous allons mettre en place une deuxième amélioration en passant en flux continu, c’est-à-dire en "pièce à pièce", en équilibrant les postes.
Déterminez le takt time pour produire en fonction de la demande
Vous l’aurez remarqué, il existe un déséquilibre entre les postes de production du McQui King. Par exemple, le poste 3 met trois fois plus de temps à réaliser son opération que le poste 2, et même quatre fois plus de temps que le poste 1.
C’est ce qui explique les en-cours qui s’accumulent devant le poste 3, et au contraire les postes qui attendent, comme le poste 4 (mais aussi 1 et 2 qui ont fini leur quantité à produire bien avant la fin du chrono).
Pour supprimer ces temps d’attente et donc équilibrer les postes, nous allons produire en fonction du takt time.
Le takt time se calcule en divisant le temps de travail (le temps d’ouverture) par la demande client (la quantité souhaitée dans ce temps).
Takt time = temps d'ouverture / consommation moyenne journalière
Dans notre cas, 2 min / 24 makis, mais attention, nous livrons les makis par barquette de 4, donc nous allons ramener ça à la barquette et indiquer le temps en seconde, donc 120 s/6 = 20 s.
Notre takt time est de 20 secondes, ce qui signifie que nous devons être capables de livrer une barquette de 4 makis toutes les 20 s.
C’est donc ce rythme qu’il faut viser pour la réalisation des opérations de chaque poste.

En d’autres termes, le temps takt nous indique à quelle vitesse chaque poste de travail devrait produire.
Les entreprises qui appliquent les concepts du juste-à-temps et qui alignent leur production en fonction du takt time, affichent celui-ci dans l’atelier et le modifient si la demande client fluctue.
En observant les différents chronos de chaque poste, et en faisant apparaître la ligne du takt time (en rouge), on s’aperçoit que le poste 3 est bien au-dessus du takt time, contrairement aux autres postes qui sont en-dessous :

Tant que nous restons dans cette situation, nous ne pourrons pas atteindre la performance d’une barquette livrée toutes les 20 secondes, puisque l’un des postes est au-dessus de ce temps.
Avec ce graphique, on comprend que puisqu'un poste ne respecte pas le takt time, nous ne pourrons pas tenir la cadence demandée par le client. Et encore moins celle de demain avec le drive.
Alignez l’effectif au takt time
Avant de foncer tête baissée, nous allons vérifier que nous avons attribué le bon nombre d’opérateurs à ce processus. Pour ce faire, un calcul très simple est à réaliser.
Nous allons tout d’abord définir le “work content”, c’est-à-dire le temps total de réalisation du produit : c'est l’addition des temps de production de chaque poste pour réaliser une barquette.
Work content = somme des temps de production
Ici, work content = 5 + 15 + 30 + 10 = 60 secondes.
Ensuite, nous allons diviser ce work content par le takt time :
Nombre de postes = work content / takt time
Nombre de postes = 60 s / 20 s = 3 postes.
Ainsi, pour aligner notre production à la demande client, il nous faut uniquement 3 postes de travail.
Implantez le plus efficacement possible
L’implantation d’un processus de fabrication quel qu’il soit, ne s’improvise pas. Il existe différentes configurations qui ont chacune leurs avantages et leurs inconvénients ; voici les principales :
Implantation en ligne :
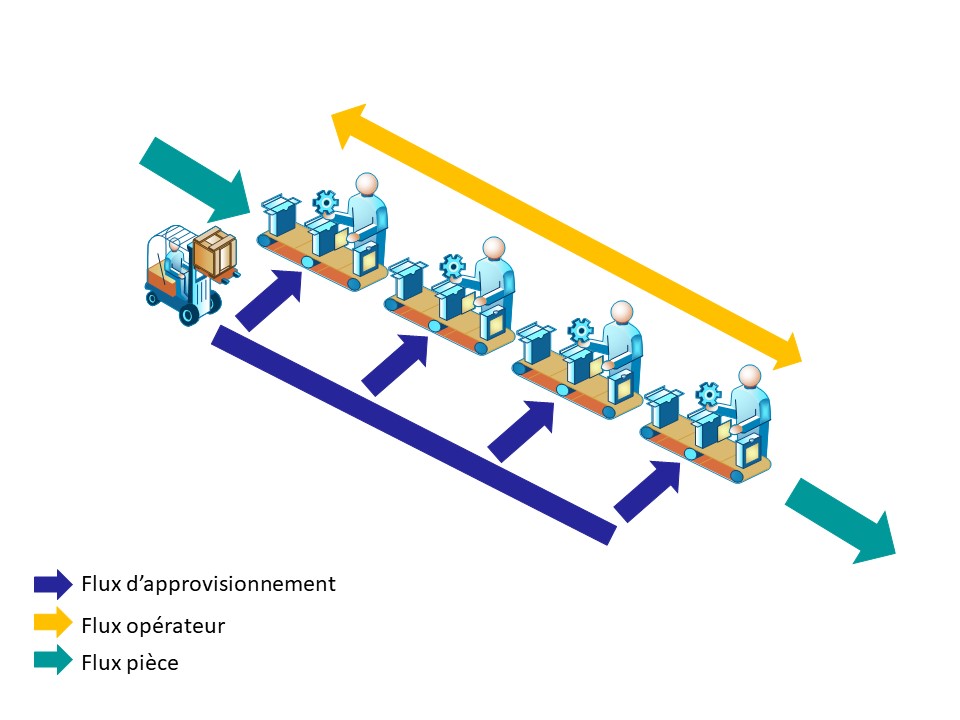
Avantages | Inconvénients |
Écoulement des pièces clair | Communication début/fin Ligne plus longue / plus de trajets pour le retour à vide, notamment |
On peut noter qu'il y a 3 types de flux essentiels :
flux produits entre les postes ;
flux des déplacements opérateurs ;
flux approvisionnements.
Notre objectif va être donc de diminuer, voire éradiquer :
les ruptures de flux inutiles (par exemple avec un conditionnement d'en-cours entre deux postes) ;
les déplacements inutiles des opérateurs ;
les stocks inutiles.
Implantation en U (opérateurs à l’extérieur) :
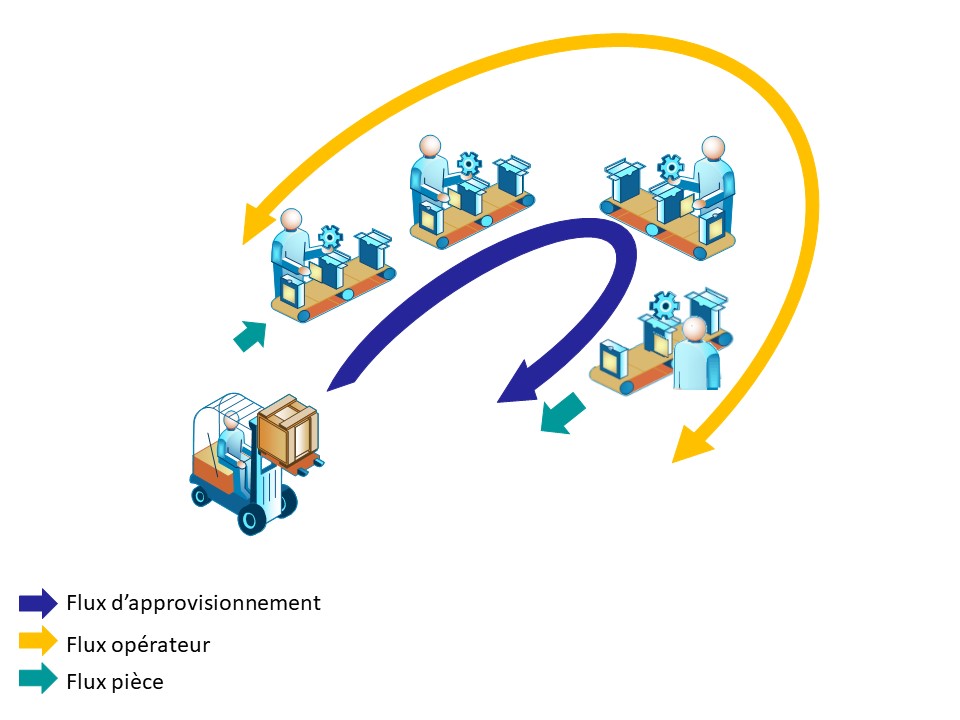
Avantages | Inconvénients |
Écoulement des pièces clair Moins de déplacement | Approvisionnement frontal plus difficile Difficulté pour la maintenance |
Implantation en U (opérateurs à l’intérieur) :
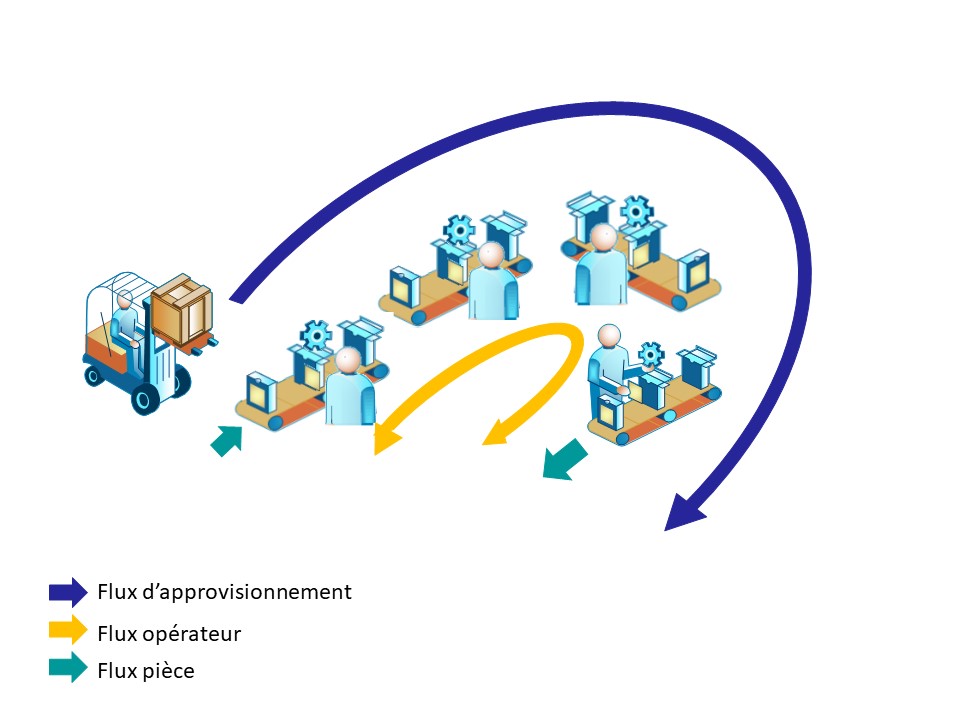
Avantages | Inconvénients |
Écoulement des pièces clair Moins de déplacement | Blocage des personnes selon la place disponible Difficulté pour la maintenance Nécessite une allée tout autour |
Cette dernière solution présente également l’avantage de pouvoir faire des approvisionnements frontaux, plusieurs fois par jour (les postes de travail sont moins encombrés).
Adaptez l'effectif au takt time
Il est nécessaire de préciser que l’un des objectifs de l’implantation peut également être de pouvoir ajuster, dans la journée, le nombre d’opérateurs en fonction de la demande client. Il faut donc de la souplesse.
Aujourd’hui, la configuration est à trois postes, car :
work content = 60 secondes ;
takt time = 20 secondes ;
nombre de postes = work content/takt time = 3 postes.
Mais si le client demande 8 barquettes au lieu de 6 :
le work content reste de 60 secondes ;
le takt time devient = 120 s / 8 barquettes = 15 secondes ;
soit un nombre de poste = 60 sec / 15 sec = 4 postes de travail.
Ainsi, si on veut pouvoir ajouter ou supprimer un poste avec souplesse, il faut que l’implantation soit prévue pour. On peut alors imaginer, en effet, que l'opérateur 1 fera son poste plus une partie du poste 2, par exemple. Et l'opérateur 3 fera le reste du travail du poste 2 et son poste. Pour cela, des déplacements peuvent être nécessaires. Il faut donc les diminuer au maximum.
Encyclage et équilibrage des postes
Ensuite, nous allons encycler les postes au takt time. C’est-à-dire que nous allons équilibrer le système en lissant tous les postes à 20 secondes (le takt time). Il s'agit simplement de répartir les tâches.
Ici, les postes 1 et 2 seront assurés par un seul poste. Nous allons décharger le poste 3 qui garde le garnissage uniquement et laisse l’opération d’enroulement (10 secondes) au dernier poste.
Cette nouvelle organisation donne la répartition suivante :
poste 1 : laminage et répartition sauce (5 s + 15 s = 20 s) ;
poste 2 : garnissage (30 s - 10 s = 20 s) ;
poste 3 : enroulement, découpe et conditionnement (10 s + 10 s = 20 s).

Conclusion de notre enquête
Voici ce que donne la nouvelle implantation proposée en conséquence à McQui King. :
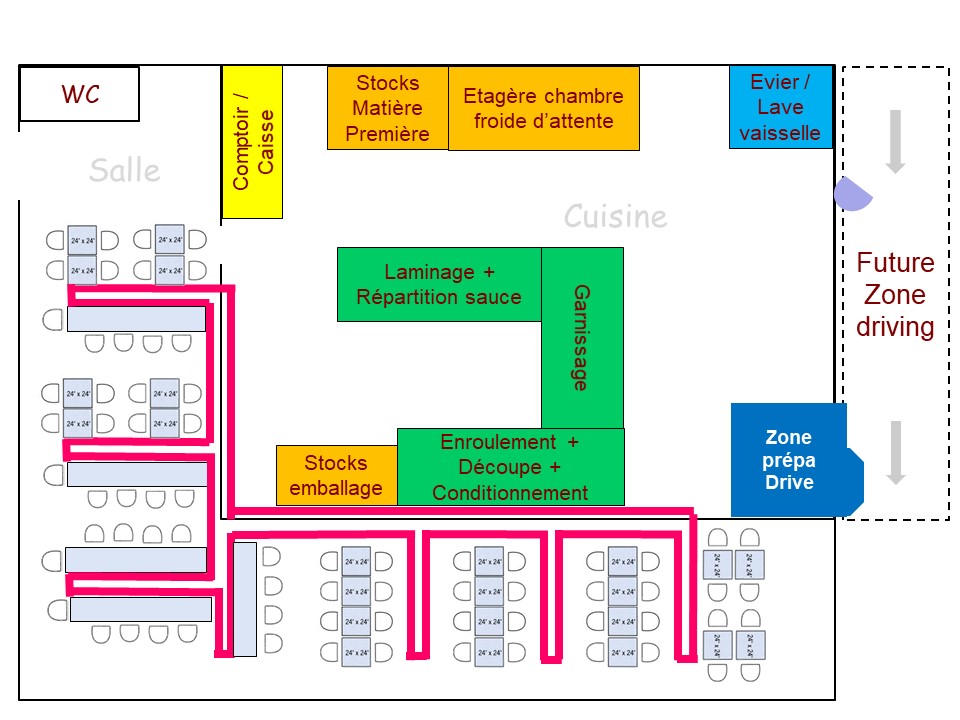
Il n'y a plus que 3 postes, installés en U. Ils sont disposés à proximité du convoyeur et de la zone de préparation du drive. Le drive est représenté avec une borne de commande et donc une zone de préparation.
Le collaborateur qui était sur le poste supprimé, occupe désormais le poste de préparateur drive-in (il y a même une polyvalence entre eux pour leur permettre de tourner). ^^
Au final, ce ne sont que de simples améliorations (pas d’investissement conséquent). On peut ainsi constater que nous avons supprimé les gaspillages suivants :
attentes ;
surproduction ;
stocks ;
défauts qualité (puisque l’on ne jette plus de rebuts dus au non-respect de la chaîne du froid).
Cette première partie nous a permis d'aborder les concepts et principes de la philosophie Kaizen, à l’origine de l’amélioration continue. Retenez que le leitmotiv de cette philosophie est la suppression des gaspillages et la recherche d'un flux aligné avec la demande du client.
Dans la partie suivante, vous allez prendre un main un sujet plus complexe de transformation, avec un outil très puissant de cartographie des flux.
